El tiempo de ciclo de un proceso es clave para hacer coincidir la oferta con la demanda en la fabricación ajustada. Todos los que trabajan en un taller conocen el término. Sin embargo, todavía encuentro que las personas a veces confunden lo que significa exactamente. El tiempo de ciclo es el tiempo repetible más rápido en el que puede producir una parte. Por lo tanto, en esta publicación como parte de una serie sobre mediciones de velocidad de fabricación, me gustaría profundizar en lo que realmente son los tiempos de ciclo y cómo medirlos mejor. Como resultado, en realidad hay bastante detalle sobre cómo medir los tiempos de ciclo, por lo tanto, dividí esta publicación en dos partes (segunda parte Cómo medir los tiempos de ciclo – Parte 2), con una tercera publicación adicional centrada en los detalles del manual tiempos de ciclo.
Definición de tiempo de ciclo

La mayoría de las definiciones de tiempo de ciclo que he encontrado en línea son bastante básicas, definiendo el tiempo de ciclo a menudo como el tiempo requerido para completar un ciclo (Merriam Webster). Sin embargo, en términos prácticos, esta definición es muy amplia. Una definición mucho más útil para mí es:
El tiempo de ciclo es el tiempo repetible más rápido en el que puede producir una parte.
Por lo tanto, se mide como un tiempo por parte, y no incluye pérdidas como averías, defectos y otros retrasos (para más información sobre pérdidas, vea mis artículos sobre OEE). Como con la mayoría de las otras mediciones de tiempo, también puede distinguir entre el tiempo de ciclo actual que realmente tiene (simplemente llamado Tiempo del ciclo) y el tiempo de ciclo que desee: el tiempo de ciclo objetivo.
Sin embargo, incluso esto dejará algo de ambigüedad restante. Por ejemplo, si tiene procesos por lotes, ¿es el tiempo del ciclo el tiempo de un lote o el tiempo de una parte? Dependiendo de para qué necesite el tiempo, ambos pueden tener sentido. Confusamente, no conozco un nombre ampliamente aceptado que distinga uno del otro. Ambos se denominan comúnmente tiempo de ciclo, independientemente de si se trata de un lote o de una sola parte.
Te Puede Interesar

Tenga en cuenta que esta definición anterior está lejos de ser universalmente aceptada. Muchos practicantes definen el tiempo del ciclo para incluir pérdidas. Otros llaman a la definición anterior un «tiempo de ciclo efectivo». ¡Esto tiene un potencial significativo de confusión! Prefiero utilizar el tiempo de ciclo solo para tiempos sin pérdidas o retrasos no planificados. En cualquier caso, si los tiempos de discusión y los tiempos de ciclo con otra persona, verifique de qué están hablando. Basado en una discusión sobre los Principios y Prácticas de TPS del Grupo LinkedIn, el tiempo del ciclo se define con mayor frecuencia excluyendo pérdidas (Muchas gracias a todos los que contribuyeron en esta discusión).
Cómo medir tiempos de ciclo
¡El camino equivocado fácil pero terrible!
 Muchas personas simplemente calculan el tiempo del ciclo dividiendo el tiempo de trabajo por el número de piezas producidas durante este tiempo de trabajo.
Muchas personas simplemente calculan el tiempo del ciclo dividiendo el tiempo de trabajo por el número de piezas producidas durante este tiempo de trabajo.

¡Esto está terriblemente mal! Así es como se calcula el tiempo takt de línea o proceso , que incluye pérdidas. Si calcula el tiempo de ciclo utilizando este enfoque, incluirá todas las pérdidas y desgloses. Incluso si elige un «buen día», todavía tiene muchos retrasos menores, desaceleraciones, algunos defectos, etc., que se arrastrarán a su medición.
El enfoque más conveniente pero ligeramente defectuoso
 Otro enfoque común para determinar el tiempo del ciclo es simplemente buscarlo en una de las hojas de datos. Cuando se construyó la máquina, seguramente alguien debe haber puesto un tiempo en la máquina. Del mismo modo, a menudo hay datos disponibles sobre qué tan rápido debe ser un trabajo manual. A menudo, este número se usa sin cuestionar.
Otro enfoque común para determinar el tiempo del ciclo es simplemente buscarlo en una de las hojas de datos. Cuando se construyó la máquina, seguramente alguien debe haber puesto un tiempo en la máquina. Del mismo modo, a menudo hay datos disponibles sobre qué tan rápido debe ser un trabajo manual. A menudo, este número se usa sin cuestionar.
Si bien este número probablemente esté más cerca de la verdad, aún está lejos de ser bueno. La velocidad de las máquinas cambia con el tiempo. Es posible que el número que recibió ya no sea correcto. El número también puede ser solo el proceso primario, pero puede no incluir la carga o descarga u otra preparación. Por ejemplo, en una máquina de moldeo por inyección una vez tuve la situación de que el «tiempo de ciclo» incluía la inyección y el enfriamiento, pero no la apertura, expulsión y cierre del molde, por lo tanto, el tiempo de ciclo «oficial» era demasiado corto.
Del mismo modo, para las operaciones humanas a menudo hay un tiempo disponible basado en datos MTM o REFA. Sin embargo, esto generalmente incluye 5% a 25% de tiempo extra para ir al baño u otros descansos. Si bien estoy totalmente de acuerdo en incluir el tiempo al calcular el velocidad objetivo promedio para el operador, no debe incluirse en el velocidad máxima del proceso. Escribiré más sobre eso en el futuro cercano.
Por lo tanto, algunos profesionales dicen que siempre debe medir sus datos usted mismo. No soy tan hardcore. Medirlo usted mismo llevará bastante tiempo, especialmente si tiene muchos procesos (ver detalles a continuación). Si tiene poco tiempo (y la mayoría de las personas lo tienen), también puede usar los datos que se encuentran en algunos documentos. Pero compruebe si estos números están aproximadamente en el estadio correcto. También tenga en cuenta que los diferentes tipos de piezas pueden tener diferentes tiempos de ciclo. No confiaría en ellos sin verificación, pero si los números están lo suficientemente cerca, a veces me salteo la medición detallada.
La forma más precisa pero aún imperfecta y que consume mucho tiempo
La forma más precisa de determinar el tiempo del ciclo es medir varias partes individuales. Para determinar el tiempo de ciclo completo, necesitaría Mida el tiempo entre la finalización de una parte hasta la finalización de la siguiente parte para varias partes. Esto es lo mismo que medir el tiempo entre el comienzo de una parte hasta el comienzo de la siguiente. Si es más conveniente, incluso podría medir el tiempo entre una acción del ciclo y la misma acción del ciclo de la siguiente parte. Es decir. si durante el ciclo hay un punto donde se enciende una luz, o se emite una señal de audio, o la computadora toma una marca de tiempo automáticamente, entonces también puede medir el tiempo entre luces / señales / marcas de tiempo sucesivas para partes sucesivas. En cualquier caso, el resultado puede parecerse a un cuadro a continuación:
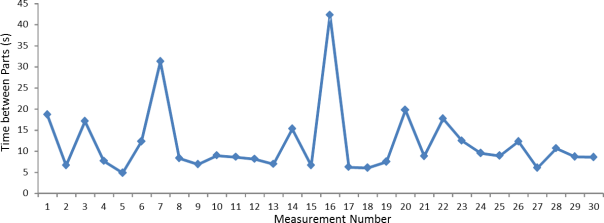
Tendrás variación. La pregunta es: ¿cómo obtener el tiempo de ciclo de este conjunto de datos?
El valor más pequeño en los datos es de 4.9 segundos. Sin embargo, este no es nuestro tiempo de ciclo. Nuestro tiempo de ciclo debe ser repetible, y el valor más pequeño no es repetible. En cualquier caso, a menudo también encuentro que este es un error de medición. Por lo tanto, no use el mínimo como el tiempo del ciclo.
Lo que también veo a menudo es que las personas simplemente toman la media aritmética, es decir, la suma de todos los tiempos dividida por el número de mediciones. Desafortunadamente, esto es sesgado hacia un valor mayor por los valores atípicos más grandes. Por ejemplo, si mide la riqueza promedio de 30 personas, y una de ellas es Bill Gates (con un valor de aproximadamente $ 80 mil millones), entonces la riqueza promedio de todos es de al menos $ 2.6 mil millones, incluso si las otras 29 personas son pobres.
Similar a los datos anteriores, las medidas 7 y 16 parecen ser muy grandes. La media aritmética del conjunto de datos anterior es de 11.8 segundos y, por lo tanto, superior a la mayoría de las mediciones reales. No utilice simplemente una media aritmética para tiempos de ciclo. A veces veo los valores más grandes descartados, y la media aritmética del resto utilizada. Es posible usar la media sin estos valores extremos, aunque no es mi forma preferida.
Lo que a menudo hago es usar la mediana o un percentil. La mediana es la medida donde la mitad de las medidas son más grandes y la otra mitad son más pequeñas. Un percentil 25 (también conocido como el primer cuartil) es la medición donde el 25% de las mediciones son más pequeñas y el 75% de las mediciones son más grandes. Esto también funcionaría.
Sin embargo, incluso entonces los resultados difieren. Como se muestra en el gráfico a continuación, la mediana es de 8,8 segundos y el primer cuartil es de 7,1 segundos, una diferencia del 20%. ¿Cuál deberíamos usar? ¿O deberíamos usar el percentil 10 (6.2s), el percentil 15 (6.6s) o el percentil 20 (6.8s)? Por cierto, más mediciones no acercarán los números, ya que no se trata de un error de medición sino de la distribución aleatoria subyacente.

Aquí no tengo una respuesta definitiva para usted. Como se mencionó en el título, este método sigue siendo imperfecto. Si parece que tengo algunos valores atípicos en la parte inferior (es decir, tiempos muy pequeños), a menudo uso el primer cuartil (es decir, el percentil 25) o el percentil 10. Si tengo muchos valores atípicos, a veces uso la mediana. Por ejemplo, una vez tuve un sistema que generaba datos automáticos, pero debido a una peculiaridad técnica, a menudo medía dos partes sin demora en el medio. Por lo tanto, 1/3 de mis datos tenían un tiempo entre partes de cero, y un cuartil me daría un tiempo de ciclo de cero, lo cual no es útil.
Por lo tanto, no puedo responderle definitivamente qué percentil usar. Trace los datos, mire los datos e intente averiguar qué cree que puede repetir su sistema si no hay problemas . Si grafica los datos como se muestra arriba, también puede simplemente colocar una línea donde crea que el tiempo del ciclo se ajusta mejor. En cuanto al gráfico anterior, ¿iría con el valor mínimo, del primer cuartil, la mediana o el promedio para un tiempo de ciclo repetible? Para mí, el primer cuartil se vería mejor. Hablaré un poco más sobre este problema en mi próxima publicación.
Resumen
En general, hay tres formas de medir los tiempos de ciclo. Una muy mala (divida el día de trabajo por el número de piezas producidas), una mediocre (busque el [outdated? wrong?] datos en alguna parte), y de una manera que consume mucho tiempo y aún tiene fallas (mida los ciclos individuales y tome el mejor cuartil más o menos). Sin embargo, incluso con estos datos, todavía hay cosas que pueden salir mal. En mi próxima publicación (Cómo medir los tiempos de ciclo – Parte 2) hablaré sobre los peligros de cambiar la secuencia de los pasos dentro de un proceso, en diferentes tipos de partes con diferentes tiempos de ciclo, y algunos comentarios generales sobre la precisión de los tiempos de ciclo en general. Estén atentos, y mientras tanto ¡Sal y organiza tu industria!