

 Toyota tiene una forma ingeniosa de planificar el trabajo de un operador utilizando sus cuadros de trabajo estándar. En mi último post expliqué el hoja de capacidad de producción para definir qué capacidad tiene disponible. En este post hablaremos sobre el segundo de los "famosos tres resbalones", el mesa de combinación de trabajo estándar para definir cuándo el operador está haciendo qué. Una publicación posterior mostrará un hoja de diseño de trabajo estándar.
Toyota tiene una forma ingeniosa de planificar el trabajo de un operador utilizando sus cuadros de trabajo estándar. En mi último post expliqué el hoja de capacidad de producción para definir qué capacidad tiene disponible. En este post hablaremos sobre el segundo de los "famosos tres resbalones", el mesa de combinación de trabajo estándar para definir cuándo el operador está haciendo qué. Una publicación posterior mostrará un hoja de diseño de trabajo estándar.
Introducción
La tabla de combinación de trabajo estándar planifica el trabajo de un operador durante un ciclo de trabajo. Por lo tanto, es útil principalmente para el trabajo cíclico manual que se repite (casi) de manera idéntica para cada parte producida. Los ejemplos principales son cualquier procedimiento de ensamblaje, pero también podría incluir otros procesos manuales que son principalmente cíclicos. A continuación se muestra una descripción general de la hoja de trabajo con datos de muestra. No se preocupe por la complejidad, ya que lo veremos poco a poco.

El encabezado
El encabezado contiene los elementos habituales que se encuentran en este tipo de documentos, como el nombre y el número de parte, así como una fecha. A continuación hay un acercamiento al encabezado (dividido en dos líneas para facilitar la lectura)

El proceso es el proceso al que se aplica esta norma. Dependiendo de su situación, esto podría ser una línea o celda completa, o una subsección, una sola máquina o incluso una parte de una sola máquina. Representa cualquier trabajo que el operador tenga que hacer. Recuerde, esta hoja representa solo un operador, y se deben crear varias hojas si tiene varios operadores.
El tiempo takt es la velocidad objetivo del operador. Cada cuantos segundos tiene que completar una parte. Tenga en cuenta que el tiempo takt es la velocidad promedio, y el tiempo del ciclo sería la velocidad ideal. La diferencia son los diferentes desperdicios (o pérdidas) como averías, interrupciones, falta de material, etc. Estas diferencias son también la OEE. Por ejemplo, si su OEE es del 80%, entonces pierde el 20% de su tiempo debido a desperdicios imprevistos. Por lo tanto, en este caso en Occidente, tomaríamos un tiempo de ciclo objetivo de solo el 80% del tiempo takt para contabilizar estas pérdidas. Toyota en Japón no hace eso, y en su lugar utiliza horas extra no planificadas a corto plazo para ponerse al día (es decir, los empleados pueden irse a casa si han alcanzado el objetivo de producción). Esto, por supuesto, facilita la planificación, pero dependiendo del marco legal de su país o empresa y la opinión de los sindicatos, esto puede no ser posible, por lo tanto, usualmente usamos un tiempo de ciclo que es más rápido que el tiempo takt. Tienes que decidir esto por ti mismo, pero ten en cuenta este problema.
La demanda por turno es simplemente el tiempo de trabajo disponible durante su turno dividido por el tiempo de actividad. En el ejemplo anterior, es un turno de siete horas (o 25.200 segundos) dividido por 63 segundos por parte, lo que le brinda una capacidad disponible de 400 partes por turno.
La columna de datos
La columna de datos enumera el contenido del trabajo que debe hacerse en secuencia. También contiene la duración del trabajo manual y la duración del trabajo exclusivo de la máquina para cada paso, así como la distancia a pie entre los diferentes pasos (si corresponde). La adición de los datos es simple; El desafío consiste más en obtener los datos. Si tiene hojas de datos disponibles, asegúrese de que los números sean correctos y actuales. Si tiene una línea para medir y sus sindicatos permiten mediciones, verifique directamente en el taller.

En la parte inferior hay una fila con totales para el tiempo de trabajo manual y el tiempo de caminata. No olvidé el tiempo total de la máquina, esto simplemente no importa. ¡La suma de todas las máquinas es irrelevante aquí! En cambio, hay un espacio para agregar el tiempo de espera. Esto se realiza después de completar la parte principal de la hoja. La suma del trabajo manual, el tiempo de espera y el tiempo de caminata es el tiempo que necesita el operador, y esto debería ser igual al tiempo de actividad.
La mesa combinada
Ahora viene la parte interesante: la tabla de combinación. Aquí agrega gráficamente los diferentes tiempos en un pequeño gráfico. A continuación se muestra un ejemplo:
 estándar de toyota " width="604" height="268" data-recalc-dims="1">
estándar de toyota " width="604" height="268" data-recalc-dims="1">
Leyenda básica
Hay algunas características diferentes que representan diferentes contenidos de información. A continuación se muestra una descripción general de una tabla de combinación muy simple, con los diferentes símbolos resaltados. Estos son los símbolos más importantes, pero en mi opinión hay algunos más opcionales a continuación.

Leyenda extendida
En aras de la integridad, Toyota también tiene tres símbolos más, aunque en mi opinión estos pueden no ser completamente necesarios. A continuación se presentan estas variaciones:
![]()
Comience mientras camina significa que el operador presiona un interruptor mientras camina. Estos son a menudo llamados Interruptores Nagara que se puede activar con un golpe de mano. Esto podría incorporarse en el proceso anterior. Si se trata de un proceso separado que solo necesita iniciarse, entonces este símbolo puede tener sentido, pero ¿por qué no lo inicia automáticamente en función del estado de los procesos circundantes?
En mi opinión, estos tres símbolos adicionales no son completamente necesarios, pero tampoco duelen. Como con la mayoría de los métodos en la fabricación ajustada, el objetivo NO es seguir estrictamente algunas pautas (excepto tal vez PDCA), sino lograr resultados. Usa los símbolos que te ayudan en tu trabajo, inventa otros nuevos si ves la necesidad, pero lo más importante es que alcances tus objetivos.
Algunos consejos y trucos
Hay algunos consejos y trucos que pueden ayudarlo a usar esta hoja. En primer lugar, puede no ser un problema si el tiempo de una máquina excede el tiempo takt. En este caso, el tiempo de la máquina simplemente continúa "al comienzo del ciclo" (es decir, desde el comienzo del gráfico nuevamente como se muestra a continuación).

A veces puede tener un trabajo que tiene varios pasos o incluso todos los pasos en el mismo lugar de trabajo, y el operador no necesita caminar entre los pasos. Sé de tres maneras diferentes en que Toyota visualiza esta situación en la tabla. Los tres tienen una línea separada para cada subpaso y se muestran y explican a continuación.

Una forma es simplemente tener una caja separada para cada paso de trabajo y hacer una línea vertical que conecte las cajas en lugar de una línea ondulada. Esta sería mi preferencia. Otra opción es tener un cuadro largo que cubra todo y hacer cuadros más pequeños a continuación para los pasos secundarios. Finalmente, también puede hacer un cuadro largo y escribir los números de los subpasos al lado, con una línea separada para cada subpaso.
Quizás se pregunte por qué Toyota tiene tres formas diferentes de hacer lo mismo. Creo que tales métodos en Toyota son simplemente una guía, y las personas inventan formas adicionales si es necesario para su propósito. Deberías hacer lo mismo. Esta hoja no es un canon religioso, sino una herramienta que puede moldear y ajustar para adaptarse a su propósito. ¡Haga que la herramienta se adapte a sus necesidades y no al revés!
 A veces puede tener la situación de que una máquina solo puede iniciarse si se completan dos pasos manuales por separado. En este caso, la línea punteada para la operación de la máquina comienza solo después de completar los pasos requeridos.
A veces puede tener la situación de que una máquina solo puede iniciarse si se completan dos pasos manuales por separado. En este caso, la línea punteada para la operación de la máquina comienza solo después de completar los pasos requeridos.
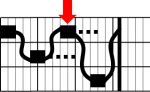 En algunos otros casos, el operador puede tener que regresar a una máquina anterior antes de que se complete el ciclo. Simplemente haga una línea ondulada hacia arriba para representar al operador caminando hacia un proceso anterior. Las columnas de datos pueden tener información adicional sobre el tiempo necesario para los subpasos (p. Ej., "2/2" durante dos segundos de trabajo manual en el primer y dos segundos en el segundo cuadro). Similar se aplica al tiempo de la máquina y al tiempo de caminata.
En algunos otros casos, el operador puede tener que regresar a una máquina anterior antes de que se complete el ciclo. Simplemente haga una línea ondulada hacia arriba para representar al operador caminando hacia un proceso anterior. Las columnas de datos pueden tener información adicional sobre el tiempo necesario para los subpasos (p. Ej., "2/2" durante dos segundos de trabajo manual en el primer y dos segundos en el segundo cuadro). Similar se aplica al tiempo de la máquina y al tiempo de caminata.
 Finalmente, puede tener una máquina en funcionamiento continuo (por ejemplo, una lavadora, una secadora). Esto está representado por una línea discontinua de "trabajo de máquina" que se extiende desde cero hasta el final del ciclo.
Finalmente, puede tener una máquina en funcionamiento continuo (por ejemplo, una lavadora, una secadora). Esto está representado por una línea discontinua de "trabajo de máquina" que se extiende desde cero hasta el final del ciclo.
Beneficio de la mesa combinada de trabajo estándar
La tabla de combinación de trabajo estándar tiene dos propósitos. Primero, le ayuda a estandarizar el trabajo y a crear una secuencia de pasos para que el operador realice en su ciclo.
Sin embargo, lo más importante es que te ayuda a mejorar el ciclo. Los tiempos de caminata y espera son claramente visibles en el proceso, y el tiempo total de caminata y espera también se resume en la parte inferior de las columnas de datos. Por lo tanto, le ayuda a eliminar los desechos del ciclo. No es tan visible, pero también una parte de esta optimización es mirar los pasos en sí y ver si puede reducir el movimiento (manos, ojos, etc.), por ejemplo, colocando piezas y herramientas más cerca.
[post_relacionado id="502"]Regalos para descargar
Durante esta breve serie de publicaciones sobre el enfoque de trabajo estándar de Toyota, he usado una hoja de cálculo de Excel. Para su comodidad, aquí está la hoja de cálculo, así como una versión en PDF de la misma. Ambos documentos se proporcionan bajo la licencia Creative Commons CC-BY-SA 4.0, lo que significa que puede usarlos libremente, pero debería darme crédito en AllAboutLean.com.
Bien, este fue un artículo más largo, pero me gusta la simplicidad de este enfoque. Esperemos que pueda ayudarte en tu trabajo diario. Ahora, ¡salga, asegúrese de que su gente tenga un trabajo cíclico y organice su industria!
PD: Aprendí sobre esto (y muchas otras cosas) en el altamente interesante C2U Lean Leadership Training en Japón y de Michel Baudin.
Entradas Relacionadas