


El takt del cliente (o tiempo takt) es uno de los fundamentos para determinar la velocidad de un sistema de producción . Representa el tiempo disponible dividido por la demanda promedio del cliente durante ese tiempo. Efectivamente, este es el tiempo promedio entre el orden de un artículo. Cada vez que diseña un nuevo sistema de producción o cambia un sistema existente, una de las primeras entradas de datos que necesita es el takt del cliente. Si bien el takt del cliente puede calcularse simplemente dividiendo la demanda por el tiempo disponible para la producción, se necesitan muchos más detalles para comprenderlo completamente.
¿Por qué necesitamos Takt Time?

El tiempo takt nos da una medida de la demanda del cliente a lo largo del tiempo, de los cuales, por razones prácticas, se utiliza el inverso (es decir, el tiempo sobre la demanda). Hay dos razones principales por las que necesita el takt del cliente:
Velocidad de producción: Si sabe qué tan rápido su cliente requiere piezas, sabe qué tan rápido deben ejecutarse sus procesos en promedio o, dividiendo el takt del cliente por el OEE, qué tan rápido tienen que ser sus procesos antes de que las averías habituales y otros problemas lo retrasen abajo. Por lo tanto, el cliente takt lo ayuda a determinar qué tan rápido deben ser sus procesos.
Número de Kanban: Si utiliza un sistema de extracción basado en kanban , debe determinar la cantidad de kanban. Una forma es calcularlos. Para esto, el cliente takt es una entrada importante en el cálculo.
Atención: para la misma línea y el mismo período, las tareas del cliente pueden ser diferentes. Para la velocidad de producción, debe calcular el takt del cliente en todos los tipos de piezas. Para el cálculo de kanban, debe calcularlo por separado para cada tipo de pieza para la que necesita kanbans. ¡No mezcles estos dos!
Además, no solo puede calcular el takt del cliente que necesita, sino también el proceso, sistema o línea takt que el sistema puede entregar. Por supuesto, el sistema de destino / línea / proceso takt debe ser un poco más rápido que el takt del cliente.
Tenga en cuenta que ¡un número significativo de profesionales prefieren llamar al proceso o línea takt un "tiempo de ciclo"! ¡Esto tiene un potencial significativo de confusión! Prefiero utilizar el tiempo de ciclo solo para tiempos sin pérdidas o retrasos no planificados. En cualquier caso, si los tiempos de discusión y los tiempos de ciclo con otra persona, verifique de qué están hablando.
Cómo calcular el Takt del cliente
 Simplemente dicho, el takt del cliente es el tiempo promedio entre la demanda de una parte. Para calcularlo, divide el tiempo de trabajo disponible por la demanda del cliente durante ese tiempo.
Simplemente dicho, el takt del cliente es el tiempo promedio entre la demanda de una parte. Para calcularlo, divide el tiempo de trabajo disponible por la demanda del cliente durante ese tiempo.

Por cierto, el rendimiento es simplemente el inverso del tiempo takt, aunque generalmente se usa solo para la producción real o objetivo, no la demanda del cliente:

Sin embargo, si bien la fórmula parece (y es) simple, todavía hay muchas posibilidades de colocar los datos incorrectos. Por lo tanto, veremos las dos variables con más detalle:
El tiempo de trabajo disponible

El numerador en la ecuación anterior es el tiempo de trabajo disponible. Por lo tanto, definitivamente deberíamos excluir los tiempos en que el sistema de producción en cuestión no se está ejecutando. Por ejemplo, si su sistema trabaja solo dos turnos durante cinco días por semana, no incluir fuera de turno. Deberíamos incluir solo estos dos turnos durante cinco días por semana. Además, también deberíamos excluir descansos regulares como almuerzo o desayuno.
Además, podríamos excluir otros descansos irregulares pero programados, como las reuniones de la empresa , aunque en mi opinión esto está borrando la línea. En mi opinión, este esfuerzo generalmente no vale los beneficios. Es posible que obtenga una respuesta del cliente que sea un poco más precisa, pero la diferencia con toda probabilidad no será tan grande. Más tarde, cuando usemos el takt del cliente para diseñar las velocidades de línea, deberíamos mantener cierta flexibilidad de todos modos.
Debieras incluir descansos no programados que son parte de las operaciones regulares del sistema , como averías, cambios o reparaciones. En general, trate de incluir la mayor parte del tiempo perdido en el tiempo de trabajo. La distinción a un tiempo eficiente se realiza más tarde con el tiempo del ciclo.
Más tarde, utilizaremos el takt del cliente en combinación con el OEE para determinar el tiempo de ciclo objetivo del sistema. Para el OEE, también utilizamos un tiempo de trabajo como parte del cálculo del OEE. ¡La definición de tiempo disponible que usa para el takt del cliente debe ser la misma que la base de tiempo que usa para calcular el oee ! Por ejemplo, si excluye el mantenimiento del takt del cliente, también debe excluirlo al calcular el OEE. Si lo incluye para uno pero no para el otro, los números ya no coinciden. Vea mis publicaciones en OEE para más detalles allí.
La cantidad

En cuanto al denominador de la demanda, esto representa la demanda total del cliente durante el tiempo de trabajo disponible. Esta suele ser la demanda prevista para el futuro, que por su naturaleza puede incluir incertidumbres. Además, el cliente puede ordenar en cualquier momento del día o de la noche, pero su fabricación lo producirá solo durante los horarios de trabajo. Por lo tanto, si el cliente ordena 10.000 productos en un mes, el tiempo de trabajo disponible de este mes se divide por la cantidad de productos.
En cuanto a la cantidad, puede usar la suma de todas las piezas producidas en la línea o dividirla por tipo de producto. Ambos son bastante factibles. Si desea determinar la velocidad de las máquinas, debe tener en cuenta todas las piezas. Por otra parte, si desea calcular el número de kanban, debe calcular el takt del cliente y el número posterior de kanban para cada tipo de pieza por separado.
Naturalmente, debe estar atento a la diferencia entre la demanda del cliente final y la demanda de la próxima estación en la línea. Por ejemplo, si el cliente ordena 2000 autos por mes, su demanda de ruedas sería, por supuesto, de 8000 ruedas por mes, ya que un auto (generalmente) equivale a cuatro ruedas.
El periodo analizado

Otra pregunta relevante es decidir qué período desea analizar. ¿Estás interesado en la semana pasada o la semana que viene? ¿Quieres saber el próximo mes, trimestre o todo el año?
En mi experiencia, las tareas pasadas de los clientes rara vez se calculan (a menos que suponga que el futuro se comportará de manera similar al pasado). La mayoría de los profesionales están interesados en futuros proyectos de clientes para preparar sus sistemas para futuras demandas. Un problema es determinar el comportamiento del futuro. Dado que el tiempo de trabajo disponible generalmente lo establece la planta, tiene cierta certeza sobre el comportamiento del tiempo de trabajo.
Por otro lado, se sabe que los clientes se comportan de manera bastante impredecible. ¿Cómo sabe lo que ordenará el cliente la próxima semana, y mucho menos el próximo año? No puedo ayudarte con ese problema aquí (esta sería otra publicación), pero puedo contarte un poco sobre qué período usar. Todo depende de lo que quieras hacer con el takt del cliente. Si simplemente desea actualizar el número de kanban, puede ser suficiente una vista más corta de unas pocas semanas o meses.
Si tiene una línea altamente flexible donde puede ajustar, p. el número de trabajadores, puede interesarle el takt del cliente para la próxima semana para determinar cuántos trabajadores debe planificar para esa línea.
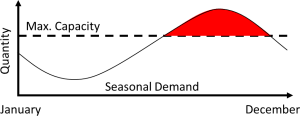
Si está construyendo una nueva línea o expandiendo una línea existente, puede estar interesado en varios meses o incluso años de demanda. Para tales planes a largo plazo, el comportamiento del cliente no solo es menos seguro, sino que también puede tener un comportamiento estacional.
¿Desea configurar el sistema para la demanda promedio o la demanda máxima? ¿Cuánto puede aumentar su capacidad, cuánto desea almacenar de antemano y cuánto está dispuesto a arriesgar en ventas perdidas? En cualquier caso, ayuda a comprender la demanda máxima del año, p. el mes con las ventas más altas, aunque aún puede elegir una velocidad de línea por debajo de la demanda máxima.
Takt de cliente, línea y proceso

Como puede calcular el tiempo por parte para la demanda del cliente, también puede calcular el tiempo por parte que su línea o proceso puede producir. A estos los llamo takt de línea o takt de proceso, aunque Hay muchos términos diferentes y no estandarizados en el campo para esta medición de velocidad.
Idealmente, su takt de línea debería ser un poco más rápido que el takt del cliente. Si es más lento, no podrá satisfacer la demanda del cliente. Si eres mucho más rápido, tu gente o máquinas no tienen suficiente trabajo. La forma más fácil de ajustar esto es a través de las horas de trabajo.
Resumen
En general, el tiempo takt es el tiempo de trabajo disponible dividido por el número promedio de piezas necesarias (o producidas) durante ese tiempo. Los cálculos anteriores son un caso fácil. En mi próxima publicación, Pitfalls of Takt Times, hablo más sobre las trampas de takt times , especialmente para procesos paralelos. También hablaré brevemente sobre la historia y por qué esta técnica japonesa tiene un nombre alemán, y calcularé un ejemplo. Mientras tanto, comprenda el ritmo de su sistema para que pueda ¡Sal y organiza tu industria!
Entradas Relacionadas