

 La producción pull es uno de los aspectos más importantes de la producción ajustada. Su característica clave es tener un límite superior en el inventario que no se debe exceder. La forma más conocida de implementar un sistema de extracción es mediante el uso de tarjetas kanban. Sin embargo, hay muchos otros. En esta breve serie de dos publicaciones, quiero darle una visión general de las diferentes formas de implementar sistemas de extracción, y discutir sus ventajas y desventajas.
La producción pull es uno de los aspectos más importantes de la producción ajustada. Su característica clave es tener un límite superior en el inventario que no se debe exceder. La forma más conocida de implementar un sistema de extracción es mediante el uso de tarjetas kanban. Sin embargo, hay muchos otros. En esta breve serie de dos publicaciones, quiero darle una visión general de las diferentes formas de implementar sistemas de extracción, y discutir sus ventajas y desventajas.
Característica clave: ¡Limite el inventario!
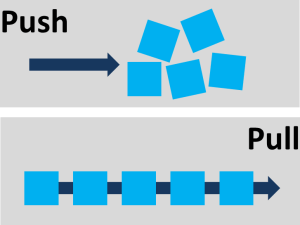
A menudo, existe confusión sobre lo que hace que un sistema de extracción sea un sistema de extracción. Muchos creen que una "señal" proviene directamente del cliente, pero esa es una definición bastante difusa y defectuosa. En cambio, la característica clave de un sistema de extracción es un límite superior en el inventario. Escribí una publicación de blog completa sobre esto: La (verdadera) diferencia entre Push y Pull.
Esta característica clave también es su ventaja. Si está configurado correctamente, los sistemas de extracción mantienen el sistema en el punto óptimo con respecto al inventario. No excede el límite superior, pero tampoco debe caer demasiado bajo y causar falta de material. Lo mejor de todo es que esto no requiere intervención manual, sino que debe basarse automáticamente en las reglas del sistema de extracción.
Puede establecer un límite superior en el inventario para cada parte por separado, o para todas las partes combinadas. Si hace esto para cada parte por separado, el sistema también administra automáticamente el plan de producción (si saca una parte, reproduzca exactamente este tipo de parte). Ejemplos serían kanban, triángulo kanban, dos sistemas de caja y puntos de pedido o períodos de pedido. Si establece un límite superior para todas las partes, independientemente del número de parte, es necesario que tenga un sistema que defina qué partes producir a continuación una vez que caiga por debajo de este límite. Los ejemplos serían sistemas CONWIP, drum-buffer-rope o FIFO lanes. Este límite superior combinado, por otro lado, tiene la ventaja de fluctuaciones más bajas en la carga de trabajo total, mientras que un enfoque de límite por número de parte puede fluctuar más.
Donde puede hacer tirones y donde no puede

Esto hace que los sistemas de extracción en general sean muy robustos y estables, muy adecuados para prácticamente cualquier sistema de producción. De hecho, también se puede usar fuera de la industria normal (por ejemplo, en el cuidado de la salud, el ejército o el procesamiento de datos) (vea también mi publicación sobre ¡Por qué es tan bueno tirar!). Sin embargo, hay un requisito para que funcione: ¡Debe poder controlar la cantidad de piezas o tareas nuevas que llegan!
Este suele ser el caso en la fabricación. Las piezas llegan solo cuando usted las ordena o produce explícitamente. Sin una orden de compra o producción, no obtendrá ninguna pieza. Por lo tanto, puede limitar el inventario máximo simplemente no ordenando o produciendo más cuando alcanza ese límite.
Sin embargo, no todos los sistemas tienen esa capacidad. Por ejemplo, si trabaja en el comercio minorista, ¡el cliente viene cuando el cliente lo desea! No es práctico enviar a los clientes lejos durante el loco período de compras navideñas para limitar su número de clientes. Quiero decir, por supuesto que puedes, pero generalmente no es una buena práctica comercial. Si no puede controlar sus llegadas, entonces tiene que ser mucho más flexible con su capacidad para manejar estas llegadas (vea Lean Tales en Japón: El Supermercado japonés Checkout para un ejemplo).
En cualquier caso, siempre que tenga control sobre las piezas o tareas que llegan, puede establecer un sistema de extracción. Hay diferentes formas de hacer eso.
Kanban
 Este es el enfoque más conocido para tirar. Todo el material en el bucle kanban tiene un kanban adjunto. Este kanban se usa para ese tipo de parte y solo ese tipo de parte. Este kanban puede ser una tarjeta simple, una caja etiquetada o incluso un chip RFID inalámbrico. El material terminado se almacena en un supermercado. Cada vez que se retira una parte del supermercado, el kanban vuelve al principio del ciclo para su reproducción (si un kanban representa más de una parte, generalmente se devuelve el kanban cuando se retira la primera parte). Por lo tanto, la tarjeta kanban señala la producción (o generalmente la entrega) de piezas nuevas. Nunca puede tener más material del indicado en todas las tarjetas kanban.
Este es el enfoque más conocido para tirar. Todo el material en el bucle kanban tiene un kanban adjunto. Este kanban se usa para ese tipo de parte y solo ese tipo de parte. Este kanban puede ser una tarjeta simple, una caja etiquetada o incluso un chip RFID inalámbrico. El material terminado se almacena en un supermercado. Cada vez que se retira una parte del supermercado, el kanban vuelve al principio del ciclo para su reproducción (si un kanban representa más de una parte, generalmente se devuelve el kanban cuando se retira la primera parte). Por lo tanto, la tarjeta kanban señala la producción (o generalmente la entrega) de piezas nuevas. Nunca puede tener más material del indicado en todas las tarjetas kanban.
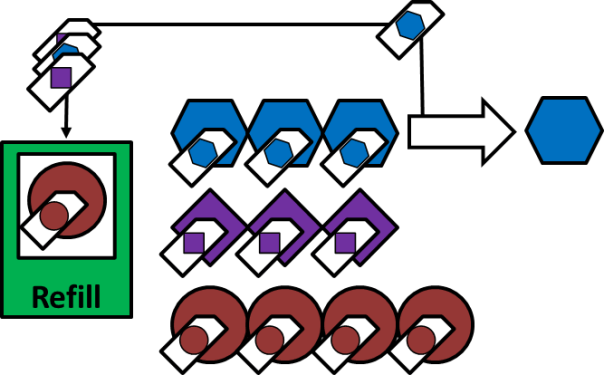
Un sistema kanban requiere que todos los productos kanbanizados estén disponibles en stock y, por lo tanto, este sistema suele ser bueno para la producción de alto volumen y baja mezcla. Sin embargo, no funcionará para la producción a medida y, en general, no es tan bueno para la producción de bajo volumen y alta mezcla.
Sistema de dos cajas
Una variante del sistema kanban es el sistema de dos cajas. Tiene dos kanban, a menudo cajas de almacenamiento, de ahí el nombre de sistema de dos cajas. Cada vez que una caja está vacía, la caja se devuelve para ser rellenada. Este es efectivamente un sistema kanban con dos cartas (cajas).
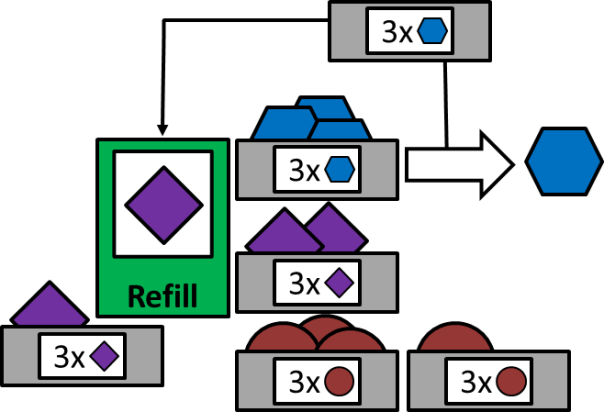
Esto se usa para piezas donde el tiempo de reabastecimiento de una caja es mucho más corto que el tiempo para vaciar una caja (es decir, el sistema puede producir u ordenar más rápido de lo que el cliente puede consumir). Necesita al menos dos kanban, de lo contrario corre el riesgo de quedarse sin piezas si la única caja está vacía cuando necesita la pieza. Esto se puede evitar con dos cajas.
[post_relacionado id="677"]conwip
conwip significa "trabajo constante en progreso". Es algo similar al kanban, pero las tarjetas conwip no representan una parte específica. Cada vez que un kanban regresa para reponerse, necesita reponer exactamente la parte del kanban y ninguna otra. Cuando una parte se elimina del inventario de CONWIP, la tarjeta conwip se "pone en blanco" (es decir, se elimina cualquier información relacionada con la parte). Por lo tanto, cuando regresa una tarjeta CONWIP, simplemente tiene la información para producir el trabajo que sigue en la línea. Por lo tanto, un sistema conwip también necesita un reserva lista de trabajos abiertos a completar, idealmente organizados por prioridad. Cada vez que llega una tarjeta CONWIP gratuita, el siguiente trabajo en la cartera se fusiona con la tarjeta y entra al sistema.

La ventaja del sistema CONWIP es que puede usarse para productos de bajo volumen y alta mezcla. Por lo tanto, es un sistema que se usa comúnmente para piezas hechas a medida. Es posible, pero algo engorroso, usarlo para mezclas de alto volumen y baja mezcla, ya que la gestión de la acumulación se vuelve más compleja. Por lo tanto, para productos hechos en stock es inferior al kanban. Afortunadamente, Kanban y CONWIP se pueden combinar.
Mezcla Kanban-CONWIP
Debido a sus similitudes, un sistema kanban y un sistema CONWIP se pueden combinar fácilmente. Solo debe tener cuidado de cómo fusionar las tarjetas kanban y CONWIP. Hay diferentes opciones La más fácil es simplemente tener una cola conjunta (consulte Beneficios y defectos de CONWIP en comparación con Kanban para obtener más información). Sin embargo, también puede usar un sistema de prioridad. Si tiene menos del 30% de la carga de trabajo total como CONWIP, le recomiendo usar un carril CONWIP prioritario y, solo si el CONWIP está vacío, tomar tarjetas del carril kanban de segunda prioridad. Vea mi serie sobre Cómo priorizar sus órdenes de trabajo para obtener más información sobre la priorización.
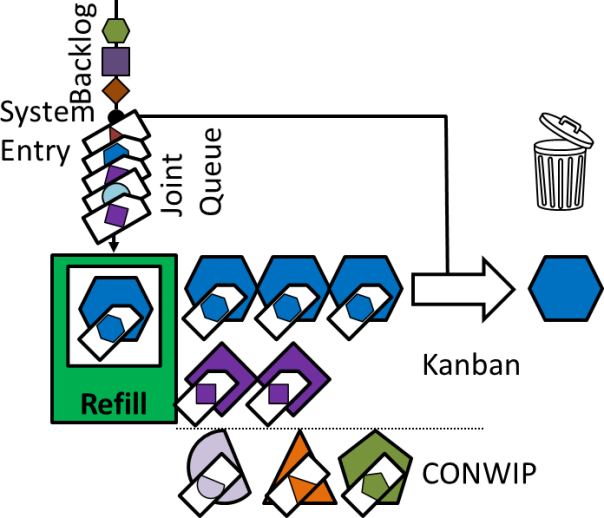
La ventaja obvia de un sistema híbrido de este tipo es que puede manejar tanto alto volumen, baja mezcla (la parte kanban) como bajo volumen, alta mezcla (la parte conwip), en otras palabras, ambos hechos a la medida y piezas a medida.
En mi próxima publicación, hablaré sobre algunos más, a saber, el triángulo kanban, la cuerda del amortiguador del tambor , el punto de pedido (sorpresa, sí, es un sistema de extracción), el período de pedido (también un sistema de extracción) y los carriles FIFO. Hasta entonces, estad atentos. Ahora, ¡Sal y organiza tu industria!
Entradas Relacionadas