

 El takt del cliente (o tiempo takt) es uno de los fundamentos para determinar la velocidad de un sistema de producción. Pero, ¿qué es el takt time exactamente? El "takt time significado" se refiere al ritmo o velocidad a la que se debe completar un producto para satisfacer la demanda del cliente. Después de mi publicación sobre Cómo determinar los tiempos Takt, esta segunda publicación ofrece un poco de historia y luego entra en más detalles sobre las posibles dificultades y problemas al calcular el takt del cliente. Además, encontrarás "ejemplos de takt time" y explicaciones sobre "como se calcula el takt time" para facilitar la comprensión.
El takt del cliente (o tiempo takt) es uno de los fundamentos para determinar la velocidad de un sistema de producción. Pero, ¿qué es el takt time exactamente? El "takt time significado" se refiere al ritmo o velocidad a la que se debe completar un producto para satisfacer la demanda del cliente. Después de mi publicación sobre Cómo determinar los tiempos Takt, esta segunda publicación ofrece un poco de historia y luego entra en más detalles sobre las posibles dificultades y problemas al calcular el takt del cliente. Además, encontrarás "ejemplos de takt time" y explicaciones sobre "como se calcula el takt time" para facilitar la comprensión.
Un poco de historia
Takt (German): pulse, stroke, gating, timing, beat, cycle, meter, work cycle

La palabra "Takt” proviene del idioma alemán, ya que el método se desarrolló en Alemania en 1926 en las plantas de aviones Junkers. La producción de diferentes pasos fue cronometrada para que los aviones se trasladaran a las siguientes estaciones a intervalos fijos, un método que llamaron Taktverfahren (Takt método). Esta no era una línea de montaje móvil como con Henry Ford, sino una línea de pulso que se movía a intervalos fijos (el takt).
Este sistema también se utilizó durante la Segunda Guerra Mundial en Alemania. Durante ese tiempo, unos 250 ingenieros y técnicos alemanes de aviones se mudaron a Japón para apoyar la producción en tiempo de guerra de su aliado japonés. A través de este contacto, Mitsubishi aprendió sobre el Takt. Desde Mitsubishi, el método se extendió a Toyota y, por lo tanto, la producción ajustada utiliza la palabra alemana Takt, aunque en un contexto marginalmente diferente. Aquí se puede ver la relación con el "lean manufacturing takt time" y cómo se integra en esta filosofía de eficiencia.
El "takt time significado" ha evolucionado a lo largo de los años y, cuando la mayoría de la gente habla sobre el takt del cliente hoy en día, significa el tiempo promedio entre partes. En realidad, el tiempo entre las partes puede ser bastante diferente. Por ejemplo, en un trabajo por lotes, puede obtener cientos de piezas al mismo tiempo, y luego nada durante mucho tiempo. El tiempo takt histórico anterior fue algo establecido por las personas que organizaron la producción, y el objetivo era mantenerlo constante. Por lo tanto, históricamente el significado era un poco diferente del uso moderno de takt en la fabricación.
(Gracias a Joachim Knuf y Michel Baudin por esta importante parte de la historia; para más información, vea la muy interesante publicación 1, publicación 2, publicación 3 y publicación 4 en el blog de Michel Baudin).
Takt Times para procesos paralelos
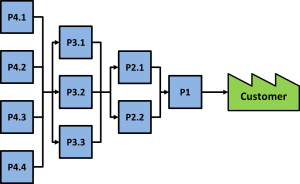
En la implementación de sistemas de producción, es común encontrar "procesos paralelos ejemplos" donde el takt del cliente varía. Como vemos en el ejemplo visual, el primer proceso P1 tiene el takt original del cliente. Sin embargo, los segundos procesos paralelos P2.1 y P2.2 tienen el doble de takt del cliente (suponiendo que los procesos tengan una velocidad idéntica). Al trabajar en paralelo, cada uno tiene que hacer solo la mitad de las partes, duplicando el takt del cliente.
La pregunta de "como calcular el takt time" surge a menudo, y la respuesta depende de la estructura del sistema de producción. En general, si usted tiene n procesos paralelos con velocidades idénticas, el takt del cliente se multiplica por n. Para un "como calcular el takt time ejemplo", consideremos que si los procesos no tienen velocidades idénticas, entonces tendría que calcular cada takt por separado basado en el número de partes que pasan. Este cálculo se hace más evidente en el contexto de "lean takt", donde la eficiencia y el flujo constante son críticos.
Además, tenga en cuenta si se necesita más de una parte para el producto final. Suponga que P2.1 y P2.2 tienen velocidades idénticas, entonces el takt del cliente se duplicaría. Sin embargo, si P2.1 hace el guardabarros izquierdo y P2.2 hace el guardabarros derecho, necesitaría dos guardabarros por automóvil y el takt duplicado del cliente se reduciría a la mitad nuevamente al valor original.
Comienza a ser realmente complicado si tiene tres procesos que hacen pistones para un motor de cinco cilindros, y uno de estos procesos es un 40% más lento.
En cualquier caso, a menos que esté realmente en fracciones, siga el camino seguro y calcule el número de piezas necesarias de cada proceso, y luego calcule el takt del cliente para cada máquina por separado. Aquí es donde la pregunta de "como se calcula el takt time" se vuelve más compleja y requiere una atención cuidadosa a los detalles.
Un ejemplo de cómo calcular el takt time
Hagamos un "como calcular el takt time ejemplo". Tenemos un sistema de fabricación que produce dos tipos de piezas, A y B. Tenemos un sistema de fabricación flexible cuya capacidad podemos ajustar agregando o eliminando trabajadores en el sistema.
Queremos saber cuántos trabajadores necesitamos agregar a la línea la próxima semana. Por lo tanto, su período de interés es la próxima semana. Estimamos que el cliente ordena 4.000 productos la próxima semana, y tenemos una semana laboral de 5 días con un turno de 7.5 horas de trabajo cada uno. Esto nos da un tiempo de trabajo total disponible de 37.5 horas o 135,000 segundos.
Si, por ejemplo, nuestros trabajadores necesitan 60 segundos para producir una parte en promedio (incluidos los problemas y defectos de la máquina), necesitaríamos al menos 1.7 trabajadores para satisfacer la demanda del cliente.
Para el takt general del cliente, no nos importaba si el trabajador ordenaba partes A o B, solo nos interesaba la suma total. Sin embargo, si queremos ajustar el número de kanban para la próxima semana, tendríamos que analizar las partes A y B por separado. Del total de 4.000 partes, pronosticamos que 3.200 son del tipo A y 800 del tipo B. Por lo tanto, calculamos las dos tareas del cliente separadas como se muestra a continuación.
Errores comunes
Al calcular el takt del cliente, por favor asegúrese de no mezclar el numerador y el denominador. El takt del cliente es siempre un tiempo para una pieza, por lo tanto, el tiempo de trabajo es el numerador y las piezas son el denominador. Si mezcla esto, calcula el inverso y termina con el rendimiento, lo que también es útil, pero puede que ya no coincida con el resto de sus fórmulas.
En cuanto a precisión, el takt del cliente es tan preciso como sus entradas. Si conoces tu demanda futura precisamente en una sola pieza, te envidio. De lo contrario, asegúrese de dejar un margen de maniobra en su sistema en los cálculos posteriores de capacidad (por ejemplo, los kanbans son más robustos e incluyen automáticamente un margen de maniobra a través de los inventarios de los supermercados). Además, si su predicción de demanda es confusa, no gana más precisión al hacer que su tiempo de trabajo sea súper preciso.
Finalmente, mientras que el tiempo takt le da el tiempo promedio entre partes, el tiempo verdadero entre partes fluctuará ampliamente. Un cliente no puede ordenar una parte cada 50 segundos, pero puede ordenar 30,000 el primer mes y luego nada hasta el próximo mes. El tiempo de takt de su proceso (con suerte, generalmente) no fluctuará tanto, pero incluso allí la mayoría de las partes serán mucho más rápidas que el promedio, pero de vez en cuando un retraso o desglose largo será mucho, mucho más lento que el promedio.
Espero que estas explicaciones sobre "qué es el takt time" y "como calcular el takt time" hayan sido útiles para usted. En las próximas publicaciones presentaré más momentos importantes. Mientras tanto ¡Sal y organiza tu industria!
Entradas Relacionadas