
 Un enfoque para la nivelación (también conocido como heijunka [[平 準 化], o suavizado de producción) es la nivelación de capacidad: no agregue más órdenes de producción al sistema de las que el sistema puede manejar. Intenta producir la misma cantidad total todos los días. Posible para casi todos, y uno de mis favoritos. De hecho, si está utilizando un sistema de extracción como kanban o CONWIP, entonces ya casi está allí.
Un enfoque para la nivelación (también conocido como heijunka [[平 準 化], o suavizado de producción) es la nivelación de capacidad: no agregue más órdenes de producción al sistema de las que el sistema puede manejar. Intenta producir la misma cantidad total todos los días. Posible para casi todos, y uno de mis favoritos. De hecho, si está utilizando un sistema de extracción como kanban o CONWIP, entonces ya casi está allí.
Este enfoque no es la mejor y más alta forma de nivelación, pero es factible para casi todas las empresas. Algunos otros enfoques, en particular el enfoque Todos los productos, cada ciclo (EPEC), a menudo hacen más daño que bien.
Cómo estropear tu sistema
Demasiadas órdenes de producción abiertas
La sobreproducción es uno de los siete desechos (japonés: muda 無 駄) Se considera el peor tipo de residuos, ya que tiene sinergias negativas que conducen a muchos otros tipos de residuos. Es posible mantener estos desechos bajo control a través de un sistema de extracción como kanban o CONWIP.
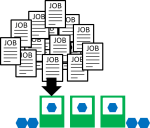
Sin embargo, casi tan malo como producir demasiado es tener demasiadas órdenes de producción abiertas en el sistema. Un problema es que ya no sabe cuándo produce qué pedido. Esto significa que cualquier prioridad que tenía al agregar la orden de producción ya no existe (consulte la parte 2 de la gestión de cuellos de botella: mejorar la planificación del cuello de botella).
Como no sabe cuándo se iniciará un pedido, ya no sabe cuándo el proveedor debe entregar sus productos. Lo que suele suceder es que la persona a cargo juega a lo seguro y ordena todo lo que pueda necesitar para cualquiera de estos trabajos. Aumenta el inventario de materia prima. En un momento, esa persona es regañada por tener demasiado material y pisar los frenos. Cuando el material comienza a agotarse peligrosamente, se agregan nuevamente órdenes urgentes. Y de ahí tenemos el efecto látigo.
Variaciones de capacidad
Un segundo efecto, aunque generalmente menos drástico, son las fluctuaciones de capacidad. A gran escala, hay ausencias fluctuantes, períodos de vacaciones (por ejemplo, vacaciones escolares) y el cierre total de las plantas durante las vacaciones.
Además, también hay efectos a pequeña escala. Una semana, la prioridad está en el producto A, y gran parte de la capacidad disponible fluye hacia el producto A, mientras que otros productos tienen que esperar. Una semana después, la planta se da cuenta de que se sobrepasa en A y sus inventarios están explotando, mientras que el producto B se está agotando. Por lo tanto, deja de producir A y se enfoca en B. Una semana después, la situación se invierte. A está agotado y B está explotando. De nuevo, tenemos el efecto látigo.
Cómo funciona la nivelación de capacidad
Todo este desorden se puede evitar a través de un sistema de extracción y nivelación de capacidad, donde mantiene el número de sus trabajadores y sus tiempos de trabajo lo más constante posible para producir la misma cantidad total todos los días con fluctuaciones mínimas. (Dependiendo de cómo defina la capacidad, también podría llamarlo nivelación de capacidad de uso)
Use un sistema de extracción
 Los sistemas de extracción, especialmente kanban, son uno de los pilares de la producción ajustada. Produzca solo para reponer sus inventarios. De esta forma, puede evitar el efecto negativo no solo de la sobreproducción sino también de demasiados pedidos de productos abiertos. También se pueden adaptar sistemas similares para productos que se fabrican por encargo en lugar de almacenarse. He hablado sobre kanban en muchas otras publicaciones y, por lo tanto, no entraré en demasiados detalles aquí.
Los sistemas de extracción, especialmente kanban, son uno de los pilares de la producción ajustada. Produzca solo para reponer sus inventarios. De esta forma, puede evitar el efecto negativo no solo de la sobreproducción sino también de demasiados pedidos de productos abiertos. También se pueden adaptar sistemas similares para productos que se fabrican por encargo en lugar de almacenarse. He hablado sobre kanban en muchas otras publicaciones y, por lo tanto, no entraré en demasiados detalles aquí.
Con kanban, dicha variación en los pedidos de productos se reduce significativamente. Sin embargo, no se elimina por completo. Los dos extremos en teoría podrían ser que todos los kanban están esperando reabastecimiento en frente del primer proceso, o que todos los kanban están con material en el supermercado y no hay pedidos esperando en frente del primer proceso. En realidad, sin embargo, estas situaciones son raras y las fluctuaciones en general se reducen mucho.
Una alternativa al kanban con menos fluctuaciones sería conwip, donde el número de trabajos en el sistema se mantiene constante. Sin embargo, en mi opinión, es un poco más difícil de implementar. Escribiré un blog sobre conwip más adelante con más detalle.
Mantenga la capacidad constante y ajuste la mezcla de productos para producir regularmente en lotes pequeños
Otro elemento en la nivelación de capacidad es mantener la capacidad de producción utilizada lo más constante posible. Esto se aplica no solo para toda la planta o para líneas de producción individuales, sino idealmente también para tipos de productos y productos individuales.
En realidad, las ideas aquí en la nivelación de capacidad son solo el comienzo. La mayor parte de lo que se considera nivelación se centra en la nivelación de capacidad, y las publicaciones posteriores entrarán en más detalles al respecto, incluyendo, por ejemplo, un patrón repetitivo (cada producto, cada ciclo, EPEC / cada parte, cada intervalo, EPEI) o flujo de una pieza. Sin embargo, especialmente el EPEC viene con una gran etiqueta de advertencia, ya que puede empeorar las cosas mucho más que antes.
 Pero por ahora, hagámoslo simple. Intente evitar cambios bruscos en su capacidad de producción para piezas individuales. Para sus altos corredores que tienen una demanda regular estable, intente producirlos todos los días. En un mundo perfecto, esto también sería la misma cantidad todos los días, pero esto puede conducir a resultados desastrosos (ver mi próxima publicación). Por ahora, simplemente intente producir estas piezas todos los días.
Pero por ahora, hagámoslo simple. Intente evitar cambios bruscos en su capacidad de producción para piezas individuales. Para sus altos corredores que tienen una demanda regular estable, intente producirlos todos los días. En un mundo perfecto, esto también sería la misma cantidad todos los días, pero esto puede conducir a resultados desastrosos (ver mi próxima publicación). Por ahora, simplemente intente producir estas piezas todos los días.
Por ejemplo, todas sus órdenes de producción en espera (kanban o de otro tipo) representan la mezcla general que tiene que producir. De estas órdenes abiertas, haga una combinación similar que coincida con su capacidad diaria. Es posible que deba ajustar el tamaño del lote. Esta es la mezcla que debes producir.
Por supuesto, para piezas exóticas que se producen solo una vez cada dos semanas, no se puede evitar por completo. Pero incluso entonces, produzca estos exóticos una vez cada dos semanas, y no los agrupe en lotes más grandes cada medio año.
Ayuda a tener lotes más pequeños. Con lotes de mayor tamaño, su capacidad utilizada para productos individuales fluctuará más. Los tamaños de lote más pequeños ayudan a reducir las fluctuaciones de la capacidad utilizada por número de pieza (ver SMED para más detalles).
hacer coincidir las órdenes de producción publicadas con la capacidad disponible
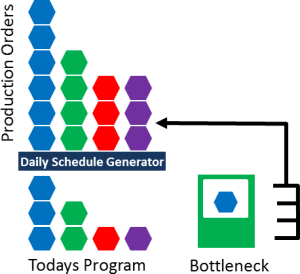
Un sistema kanban evita sobrecargar la línea de producción con órdenes abiertas. Sin embargo, esto también se puede ajustar más finamente. Estime la capacidad de producción disponible para los próximos días. Idealmente, calcule la capacidad total entre hoy y la finalización esperada de las órdenes de producción que se emiten hoy. Ahora compare eso con la capacidad que ya está asignada dentro del mismo período. Las órdenes de producción liberadas para producción coinciden con la diferencia entre la capacidad disponible y la ya asignada (es decir, usted llena la capacidad con nuevas órdenes de producción).
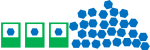
Hagamos un ejemplo como se muestra en la imagen a continuación: si espera que hoy sea miércoles y las órdenes de producción de hoy salgan de la línea de producción en siete días, entonces su intervalo de tiempo es de siete días. Esto incluye no solo la producción, sino también el pedido y el suministro de material, configuraciones, etc.
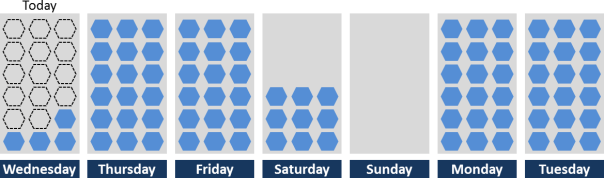
Todos los días tiene la capacidad de producir 18 productos, excepto el sábado con un solo turno para 9 productos y el domingo sin producción. Por lo tanto, para todo el período de siete días tiene capacidad para exactamente 99 productos.
Sin embargo, ya tienes 85 órdenes abiertas en espera o en construcción (los hexágonos azules). La capacidad abierta restante ahora es de 14 partes (los hexágonos de línea discontinua). Por lo tanto, debe agregar otras 14 partes a la lista de pedidos de producción en espera de producción.
A través de dicho sistema, las órdenes abiertas siempre coincidirán estrechamente con la capacidad disponible. Cuando hay retrasos, se lanzarán menos pedidos de producción nuevos. Un aumento sorpresivo en la velocidad es raro, pero esto puede manejarse teniendo, por ejemplo, un día adicional de órdenes abiertas como un amortiguador para el aumento de la capacidad sorpresa.
Por supuesto, la imagen de arriba muestra solo un tipo de parte (el hexágono azul) por simplicidad. En realidad, estas órdenes abiertas deberían ser, por supuesto, una representación de todos los tipos de productos, como se explicó anteriormente en la sección Mantener la capacidad constante.
En general, puede mejorar significativamente su producción mediante la nivelación utilizando los tres pasos a continuación:
En general, su producción será mucho más fluida, al igual que la producción de sus proveedores. Espero que esta publicación te haya sido interesante. Por favor hazme saber si tienes preguntas. De otra manera, ¡Sal y organiza tu industria!
Resumen de publicaciones en esta serie sobre nivelación
Además, Michel Baudin escribió una publicación sobre Teorías de lean y Leveling / Heijunka en su blog con una revisión de mi serie sobre Leveling. Algunos de sus comentarios me ayudaron a actualizar y mejorar la publicación anterior. Consulte su publicación para obtener más detalles sobre la nivelación.
Entradas Relacionadas