
 En mi última publicación, presenté el patrón de nivelación epei (también conocido como EPEC, EPEx, heijunka, patrón de repetición fijo, o simplemente nivelación). Si bien en teoría este enfoque parece bastante sólido, en mi experiencia rara vez funciona en la práctica. De hecho, la mayoría de estos tipos de nivelación que he visto eran basura completa. Eran un espectáculo de perros y ponis para complacer a la gerencia a expensas del rendimiento y la eficiencia del taller.
En mi última publicación, presenté el patrón de nivelación epei (también conocido como EPEC, EPEx, heijunka, patrón de repetición fijo, o simplemente nivelación). Si bien en teoría este enfoque parece bastante sólido, en mi experiencia rara vez funciona en la práctica. De hecho, la mayoría de estos tipos de nivelación que he visto eran basura completa. Eran un espectáculo de perros y ponis para complacer a la gerencia a expensas del rendimiento y la eficiencia del taller.
Además, la manufactura esbelta a menudo parece confundirse con una religión. La gente cree que si coloca una caja de nivelación, su sistema de fabricación tendrá salvación. Bueno, Lean no es una religión. Lean es un trabajo duro, y en realidad necesitas entender lo que estás haciendo. Copiar algo sin comprender es una buena manera de fallar, especialmente con la nivelación.
Esta publicación analizará las diferentes razones por las cuales casi todos los enfoques de nivelación de EPEI fallan. También veremos qué se necesita para tener un patrón de nivelación EPEI exitoso. El método funciona, pero desafortunadamente la mayoría de las compañías no tienen los requisitos previos necesarios para que funcione.
Debido a la extensión de este tema, lo he dividido en dos publicaciones separadas. La siguiente publicación completa las razones por las que la nivelación de EPEI a menudo falla y brinda algunos consejos sobre cómo limitar el daño o incluso aumentar las posibilidades de éxito, así como una prueba para determinar si su sistema puede manejar la nivelación de secuencia repetitiva fija de EPEI.
Un poco de quejas
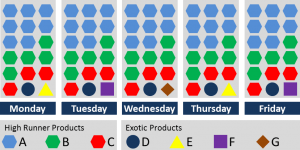
La nivelación de EPEI es la creación de un patrón de producción que se repite a lo largo de un período más largo, a menudo de dos a cuatro semanas (para más detalles, consulte mi última publicación). Un ejemplo de dicho patrón podría parecerse a la imagen de abajo.
 Este patrón repetitivo es uno de los temas más populares en la fabricación ajustada. Muchas grandes empresas manufactureras se enorgullecen de incluir la nivelación como parte de su caja de herramientas ajustada. Se incluye en la mayoría de los manuales lean (tanto los disponibles públicamente como los manuales internos dentro de una empresa), y sirve como una forma para que un gerente intermedio distinga su departamento o planta como una operación lean.
Este patrón repetitivo es uno de los temas más populares en la fabricación ajustada. Muchas grandes empresas manufactureras se enorgullecen de incluir la nivelación como parte de su caja de herramientas ajustada. Se incluye en la mayoría de los manuales lean (tanto los disponibles públicamente como los manuales internos dentro de una empresa), y sirve como una forma para que un gerente intermedio distinga su departamento o planta como una operación lean.
Desafortunadamente, la mayor parte de eso es basura.
La gerencia media y alta habla sobre su nivelación exitosa, pero si baja en la jerarquía, el mensaje es bastante diferente. Si habla con el capataz, los supervisores de planta o la gerencia de nivel inferior, aprenderá que la mayoría de estas implementaciones de nivelación no funcionan. Sí crean un patrón de nivelación, pero debido a diferentes razones que exploraremos a continuación, no pueden seguirlo. Como resultado, crea más caos que antes. Es un trabajo adicional para los operadores y empleados del taller que deben crear el patrón, administrarlo y solucionar los problemas creados por el enfoque no estructurado de los cambios en el patrón.
¡Incluso los expertos lean dentro de una compañía que crearon estos ejemplos de nivelación a menudo admiten que en un círculo más pequeño, ninguna de estas implementaciones de nivelación brinda ningún beneficio! ¡Ninguna! ¡Cero! ¡Código Postal! Nada! ¡Nada! En el mejor de los casos, no crean caos adicional, pero incluso eso es raro.
También a menudo les pregunto a mis alumnos sobre su experiencia con la nivelación durante las pasantías. Como resultado, generalmente estoy inundado de historias de horror sobre implementaciones que pierden el tiempo y que a menudo deshacen el buen trabajo anterior y convierten un sistema de producción razonable en un ejercicio de lucha contra incendios caótica.
Por lo tanto, generalmente desaconsejo la nivelación de EPEI a menos que tenga la sensación de que la planta ya está muy avanzada con respecto a la inclinación. Sin embargo, en este caso, por lo general no solicitan un patrón de nivelación EPEI.
Por favor, no me malinterpretes. Soy un gran admirador de la nivelación, como, por ejemplo, la nivelación de capacidad o el flujo de una pieza. Es solo con estos patrones de nivelación EPEI con los que tuve muy mala experiencia. En cualquier caso, veamos los motivos por los que falla la nivelación de EPEI.
Razones por las que la nivelación EPEI no funciona principalmente
Incapacidad para seguir de cerca un cronograma de producción
Una de las principales razones por las que falla la nivelación de EPEI es la incapacidad de la planta de seguir un cronograma de producción. La mayoría de las plantas están constantemente preocupadas por muchos problemas diferentes, que incluyen, entre otros, la falta de material, absentismo o problemas técnicos. Esto ni siquiera incluye cambios en la demanda de los clientes, de lo que hablaré más adelante. Como resultado, la mayoría de las plantas ya tienen dificultades para cumplir con el plan de producción que crearon hace tres días. En solo tres días, surgen suficientes problemas que el plan de producción inicial tiene que ser cambiado.
Con la nivelación EPEI, no emite órdenes de producción durante tres días en el futuro, sino durante un mes en el futuro. Para ser precisos, intente fijar su cronograma de producción para el período nivelado, generalmente de dos a cuatro semanas más el tiempo hasta el primer día del período nivelado.
En el ejemplo a continuación, asumimos un período de cuatro semanas y tres días para pedir material para el primer día del período. En efecto, ¡intentas arreglar tu producción veintitrés días en el futuro!
Un componente crítico en la gestión de este proceso es la epei formula. La fórmula EPEI ayuda a determinar el intervalo óptimo de producción para cada tipo de producto en un sistema de manufactura. Al aplicar la epei formula, las empresas pueden planificar de manera más eficiente y reducir los tiempos de cambio, lo que a su vez puede aumentar la eficiencia operativa y reducir los costos.

Si ya hay suficientes cambios para desordenar su horario dentro de tres días, ¿se imagina lo desordenado que estará dentro de veintitrés días?
Implementación de la Fórmula EPEI en la Empresa
Para que una epei empresa tenga éxito al implementar la nivelación EPEI, debe tener un conocimiento profundo de sus procesos y ser capaz de adaptarse a las fluctuaciones del mercado. La clave para una epei empresa es la flexibilidad y la capacidad de reaccionar rápidamente a los cambios, manteniendo al mismo tiempo un flujo de trabajo nivelado y eficiente.
Falta de un sistema estructurado para manejar los cambios
La incapacidad anterior para seguir un cronograma se ve agravada por la falta de un sistema para manejar los cambios. Sin nivelación, una buena planta tiene un sistema para manejar estos cambios. Una planta mala recurre a la lucha contra incendios, a veces más, a veces menos. Pero incluso entonces, la lucha contra incendios generalmente sigue algunos protocolos establecidos.
Con la nivelación, sin embargo, estos sistemas o protocolos se reemplazan con un sistema nivelado. Y, dado que se supone que un sistema nivelado de forma predeterminada elimina los cambios, generalmente no incluye un sistema para manejar los cambios.

Sin embargo, como hemos visto anteriormente, los cambios ocurren, ya sea que los desee o no. Sin un sistema, sin embargo, aumentan el caos. Los cambios ya no se anticipan con unos días de anticipación, dando tiempo de reacción. En cambio, es mucho más probable que estos cambios te golpeen sin previo aviso. Por lo tanto, a menos que exista al menos un sistema rudimentario para manejar estos cambios, el caos aumentará.
Incapacidad para tener una buena predicción de la demanda del cliente
Los clientes son exigentes. No saben lo que quieren, y luego cambian de opinión en el último minuto. Pero entonces, como son el cliente, tienen todo el derecho de hacerlo.
La oee fórmula es otro componente vital en la gestión de la producción. La fórmula de eficiencia del equipo global (OEE) permite a las empresas identificar las áreas donde se están perdiendo eficiencias y tomar medidas correctivas. Al optimizar la operación basándose en la oee fórmula, se pueden reducir los costos operativos y mejorar la satisfacción del cliente.
Como resultado, predecir la demanda del cliente es difícil. Toyota hace un enorme esfuerzo para predecir la demanda del cliente, con el resultado de que a menudo la conocen mejor que el cliente. La mayoría de las otras compañías ahorran este esfuerzo, lo que resulta en una demanda prevista basada principalmente en la demanda histórica. Por lo general, esto se ajusta para efectos especiales como nuevos productos o cambios en el mercado. Sin embargo, un análisis posterior también revela a menudo que usar simplemente los datos del año pasado hubiera sido mejor que cualquier ajuste adicional realizado por el departamento responsable.
En resumen, predecir la demanda del cliente es difícil. Sin embargo, desea utilizar esta predicción de demanda de baja calidad para determinar un patrón para las próximas semanas. A través del patrón de nivelación, se fija el número total para cada tipo de producto. En el ejemplo anterior, esto también se solucionaría con veintitrés días hábiles de anticipación. Efectivamente, usted afirma saber la cantidad de piezas vendidas en los próximos veintitrés días. La realidad probablemente diferirá.
Falta de inventario adicional para cubrir el mayor tiempo de reabastecimiento
Dado que la nivelación EPEI corrige su programa de producción por un período más largo en el futuro, esto significa que aumentará su tiempo de reabastecimiento. Tomará más tiempo para que un pedido específico pase por el sistema. Dado que la nivelación también es un sistema de extracción, esto significa que necesitaría ajustar su fórmula kanban (para obtener detalles sobre la fórmula, consulte la parte 1 y la Parte 2 de la fórmula kanban ). Esto tendría varios efectos:
- Necesitaría más kanban para cubrir su tiempo de reabastecimiento extendido. El número de kanban es igual al período nivelado menos un día para el período kanban original. Por lo tanto, si tiene un período de cuatro semanas, deberá agregar cuatro semanas de producción menos un día como kanban.
- Sus fluctuaciones en el lado del cliente pueden aumentar. El stock intermedio ahora no solo tiene que cubrir los cambios de demanda durante el tiempo de reabastecimiento inicial, sino también los cambios de demanda durante el tiempo de reabastecimiento extendido. Si el cliente ordena más de lo esperado, debe cubrir todo el período nivelado en lugar del tiempo de reabastecimiento inicial más corto.
- Sus fluctuaciones en el lado de la oferta pueden aumentar, aunque esto suele ser un problema menor y es posible que no necesite ningún kanban adicional. Sin embargo, sería bueno verificarlo.
En resumen, necesitarías más tarjetas kanban. Muchas más cartas kanban. Para un patrón de cuatro semanas, esto sería probablemente más de cuatro semanas de producción en tarjetas kanban.
Naturalmente, muchas de estas tarjetas serían solo tarjetas sin stock adjunto. Pero un número significativo, probablemente del 30 al 50% de ellos, se almacenará con material adjunto. Por lo tanto, para un período de nivelación de cuatro semanas, espere una o dos semanas de material adicional en stock.
Por supuesto, todos sabemos lo que sucede si le pide a su supervisor dos semanas de existencias para incluir en su inventario. Sucederá cuando el infierno se congele. No lo conseguirás. Naturalmente, si reduce el tiempo de reacción de su sistema con un período de nivelación de varias semanas sin proporcionar un desacoplamiento adecuado, los cambios a corto plazo aumentarán aún más. Tendrá aún más dificultades para seguir un cronograma de producción, amplificando todos los efectos descritos anteriormente.
En general, estos efectos anteriores causarán estragos en su sistema de nivelación.
Entradas Relacionadas