

 Para mejorar la capacidad de su sistema, es imprescindible encontrar y mejorar su cuello de botella.. Sin embargo, encontrar el cuello de botella es difícil. La mayoría de los métodos utilizados en la industria no logran encontrar el cuello de botella. Como discutí en mi publicación anterior sobre Cambio de cuellos de botella, esto se debe principalmente a que los cuellos de botella son dinámicos y frecuentemente cambian de un proceso a otro. En esta publicación veremos los métodos comunes de detección de cuellos de botella utilizados en la industria. Más importante aún, descubriremos más sobre fallas en los métodos de detección de cuellos de botella comúnmente utilizados en la industria. ¡Las publicaciones posteriores analizan los métodos de detección de cuellos de botella que realmente funcionan!
Para mejorar la capacidad de su sistema, es imprescindible encontrar y mejorar su cuello de botella.. Sin embargo, encontrar el cuello de botella es difícil. La mayoría de los métodos utilizados en la industria no logran encontrar el cuello de botella. Como discutí en mi publicación anterior sobre Cambio de cuellos de botella, esto se debe principalmente a que los cuellos de botella son dinámicos y frecuentemente cambian de un proceso a otro. En esta publicación veremos los métodos comunes de detección de cuellos de botella utilizados en la industria. Más importante aún, descubriremos más sobre fallas en los métodos de detección de cuellos de botella comúnmente utilizados en la industria. ¡Las publicaciones posteriores analizan los métodos de detección de cuellos de botella que realmente funcionan!
Sistema de referencia de cuello de botella cambiante
Para demostrar la razón de la falla de casi todos los métodos de detección de cuellos de botella comúnmente utilizados, utilizaré un sistema simple como ejemplo y sistema de referencia. El sistema tiene solo tres procesos (P1, P2 y P3) y cuatro memorias intermedias de capacidad limitada. Para una comprensión más fácil, el sistema será un sistema estático (consulte Cambio de cuellos de botella), excepto que los tiempos del ciclo estático cambian a la mitad del tiempo observado. Se supone que las memorias intermedias son lo suficientemente pequeñas como para que se vacíen o llenen rápidamente durante las dos fases de la observación.
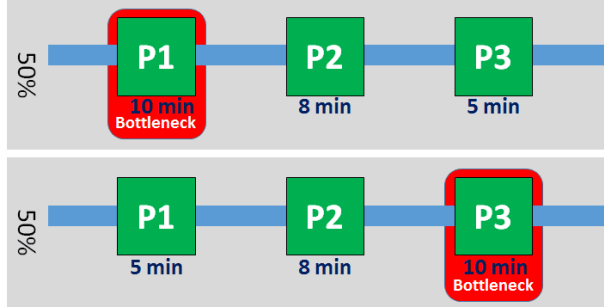
El sistema se visualiza a continuación. Para la primera mitad, el proceso P1 es el cuello de botella transparente con un tiempo de ciclo de diez minutos por parte. Después de la mitad del tiempo que el sistema está funcionando, los tiempos de ciclo cambian. El tiempo de ciclo del proceso P1 se reduce a 5 minutos, y el tiempo de ciclo del proceso P3 se incrementa de cinco a diez minutos. Por lo tanto, el cuello de botella cambia del proceso P1 al proceso P3.
Definimos el cuello de botella de la siguiente manera:
The bottleneck in a system for any given time is the process that constrains the system capacity at this time.
Durante la primera mitad del tiempo, la capacidad del sistema solo cambiará si hay un cambio en el tiempo de ciclo de P1. Por lo tanto, el cuello de botella está en el proceso P1 durante la primera mitad del tiempo. Del mismo modo, durante la segunda mitad del tiempo, el cuello de botella está en el proceso P3. Tenga en cuenta: El proceso P2 nunca es el cuello de botella!
En cuanto a la razón del cambio en el comportamiento del sistema, realmente no importa. En realidad, puede haber sido un cambio en el producto producido, un error en el software, una falla del operador o un defecto menor en la máquina que cambió el comportamiento. En realidad, también puede tener amortiguadores más grandes, sin embargo, aunque el efecto generalmente no será tan drástico como en el ejemplo anterior, los sistemas de producción reales a menudo tienen cuellos de botella cambiantes que conducen al efecto anterior. Además, recuerde que el ejemplo anterior se seleccionó para facilitar la comprensión.
Para fines prácticos, suponemos además que el tiempo total de funcionamiento del sistema es lo suficientemente largo como para que la transición del cuello de botella de P1 a P3 sea casi instantánea en comparación con el tiempo observado. Usando este sistema de ejemplo anterior, ahora probaremos los métodos de detección de cuellos de botella industriales más utilizados.
Tiempo de ciclo promedio
En la industria, probablemente el método más popular utilizado para encontrar el cuello de botella es observar los tiempos de ciclo. La idea es que el proceso con el tiempo de ciclo más largo también es el cuello de botella. Desafortunadamente, esto no funciona para cambiar los cuellos de botella o los tiempos de ciclo.
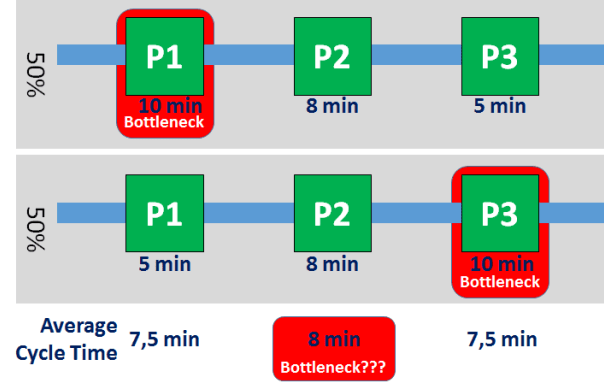
Veamos nuestro sistema de referencia a continuación. El proceso P1 tiene un tiempo de ciclo de diez minutos y cinco minutos durante la mitad del período observado y, por lo tanto, un tiempo de ciclo promedio de 7.5 minutos. Del mismo modo, el proceso P3 también tiene un tiempo de ciclo promedio de 7,5 minutos. El proceso P2 nunca cambia y tiene un tiempo de ciclo promedio de 8 minutos. Según el método de detección de cuellos de botella que utiliza tiempos de ciclo promedio, el proceso P2 debe ser el cuello de botella, excepto que en realidad nunca lo fue. ¡El método de tiempo de ciclo promedio encuentra el cuello de botella en un proceso que nunca fue el cuello de botella!
De acuerdo, podría argumentar que tendría que usar el método de tiempo de ciclo promedio dos veces para diferentes sistemas. Sin embargo, recuerde que el sistema anterior se creó para que el comportamiento se pueda entender fácilmente. En realidad, no habrá una distinción tan clara entre dos subsistemas, sino un sistema real en constante cambio. Sin embargo, las fallas del método de tiempo de ciclo promedio todavía se aplican a sistemas reales. En resumen, ¡La detección de cuellos de botella usando tiempos de ciclo promedio no funciona!
OEE o utilización
Una variante del método que usa tiempos de ciclo es el método que usa la Eficacia general del equipo (OEE) o la Utilización (para obtener detalles sobre OEE, consulte mi serie de publicaciones sobre la medición y eludir el OEE). Aquí, la utilización o OEE se utiliza para encontrar el cuello de botella. La idea es nuevamente que El proceso con la mayor OEE o utilización es el cuello de botella.
Nuevamente, veamos nuestro sistema de referencia a continuación. Durante la mitad del tiempo, el proceso P1 tiene un OEE del 100% y P3 del 50%. Para la segunda mitad, estos OEE cambian. El proceso P2 siempre tiene un OEE constante del 80%. Como hay una parte que sale del sistema cada diez minutos limitada por el cuello de botella, el Proceso P2 tiene que esperar dos minutos y trabajar ocho minutos de cada diez minutos. Por lo tanto, el proceso P2 tiene un OEE del 80%.
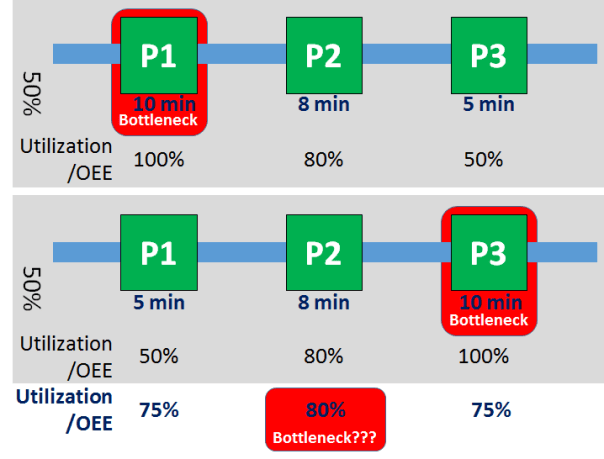
Ahora promediamos el OEE sobre nuestros dos subsistemas. Los procesos P1 y P3 tendrán un OEE promedio del 75%, mientras que el proceso P2 tiene un OEE del 80%. Por lo tanto, de acuerdo con el proceso del método, P2 debe ser el cuello de botella, excepto que nunca fue realmente el cuello de botella.¡El método OEE o el método de utilización encuentra el cuello de botella en un proceso que nunca fue el cuello de botella!
Como referencia, la detección de cuellos de botella con OEE puede modificarse ligeramente al incluir pérdidas adicionales en el OEE, incluidas pérdidas de velocidad, pérdidas de calidad y pérdidas de disponibilidad (consulte ¿Qué es OEE?). Solo los tiempos de espera para piezas o transporte (morir de hambre o bloquearse) no deben incluirse en este método OEE modificado. Sin embargo, los resultados serían los mismos y este cambio simplemente afina un método fundamentalmente defectuoso. En resumen, ¡La detección de cuellos de botella usando OEE o la utilización no funciona!
Niveles promedio de inventario
Otro método comúnmente utilizado para la detección de cuellos de botella es a través de niveles de inventario. La idea es que un búfer que está bastante lleno indica un cuello de botella aguas abajo, mientras que un búfer que está bastante vacío indica un cuello de botella aguas arriba. Este enfoque es válido siempre que no use promedios. De hecho, es una de las dos piedras angulares de mi propia "caminata de cuello de botella"; sin embargo, el enfoque se desmorona tan pronto como comenzamos a usar promedios.
Veamos nuevamente nuestro sistema de referencia. Para la primera mitad, el proceso P1 es el cuello de botella. Todos los búferes anteriores están llenos, todos los búferes posteriores están vacíos (y simplificamos aquí la parte ocasional que pasa como todavía vacía). Del mismo modo, para la segunda mitad, el proceso P3 es el cuello de botella; todos los buffers anteriores están llenos y todos los buffers posteriores están vacíos. Nuevamente, por razones de simplificación, suponemos que el cambio de cuello de botella de P1 a P3 es bastante rápido en comparación con el período de tiempo general.
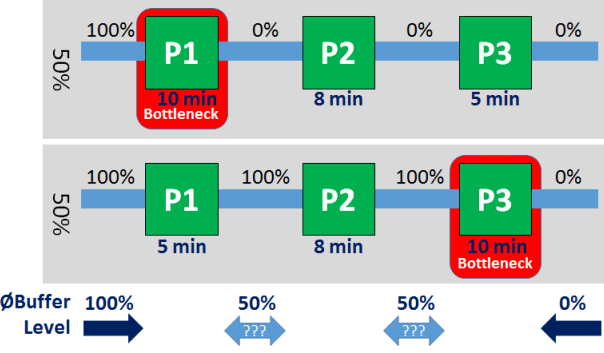
Tomando el promedio, encontraremos que el primer búfer siempre está lleno, lo que indica un cuello de botella aguas abajo. El último búfer siempre está vacío, lo que indica un cuello de botella aguas arriba. Hasta aquí todo bien. Sin embargo, los dos tampones en el medio están llenos al 50%, lo que no da idea de dónde está realmente el cuello de botella. Por lo tanto el método que usa niveles de inventario promedio no encuentra el cuello de botella.
En realidad, puede haber más eventos aleatorios, y un promedio de exactamente el 50% es raro. Sin embargo, decidir en qué dirección se encuentra el cuello de botella, en base a un nivel de inventario de 49% o 51%, es bastante atrevido en mi opinión. Además, independientemente de la dirección que elija el método, se pierde uno de los dos cuellos de botella en el sistema. En resumen, ¡La detección de cuellos de botella usando niveles de inventario promedio no funciona!
[post_relacionado id="401"]Porcentaje promedio bloqueado o hambriento
Finalmente, miramos detección de cuellos de botella a través del porcentaje de un proceso bloqueado y hambriento. Un proceso se bloquea cuando el proceso no puede entregar sus partes completadas al siguiente búfer o proceso. Un proceso se priva de hambre cuando el proceso está esperando que lleguen nuevas piezas. La idea es que un proceso bloqueado indica un cuello de botella aguas abajo y un proceso de hambre indica un cuello de botella aguas arriba. En cuanto a los inventarios, este enfoque funciona y es la segunda piedra angular de mi propio "cuello de botella". Sin embargo, tan pronto como comience a usar promedios, el método se separa.
Veamos nuevamente nuestro sistema de referencia. Para el primer semestre, el proceso P1 no tiene hambre ni está bloqueado, mientras que los procesos P2 y P3 tienen hambre el 20% y el 50% respectivamente (es decir, esperan dos y cinco minutos de cada diez). De manera similar para la segunda mitad, los procesos P1 y P2 están bloqueados en un 50% y un 20% respectivamente. Nuevamente, por razones de simplificación, suponemos que el cambio de cuello de botella de P1 a P3 es bastante rápido en comparación con el período de tiempo general.
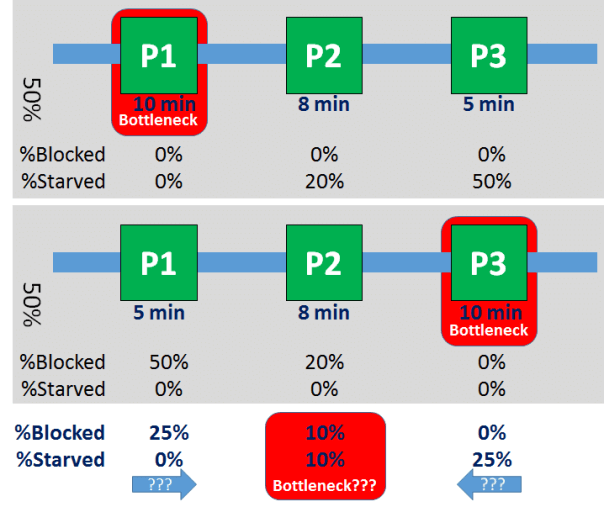
En promedio, el Proceso P1 está bloqueado un 25% y hambriento 0%, lo que indica un cuello de botella aguas abajo. De manera similar, el Proceso P3 está bloqueado 0% y hambriento el 25% del tiempo, lo que indica un cuello de botella aguas arriba. El proceso P2 está muerto de hambre y bloqueado el 10% del tiempo. Dado que los procesos P1 y P3 apuntan al proceso P2, y el proceso P2 tiene el menor porcentaje de hambre y bloqueo, el método podría considerar el proceso P2 como el cuello de botella, excepto que el proceso P2 nunca fue el cuello de botella. Por lo tanto, el método que usa porcentajes bloqueados y hambrientos no encuentra el cuello de botella.
Nuevamente, en realidad los resultados serían menos claros. Sin embargo, incluso si por casualidad el método no encontrara el proceso P2 sino uno de los otros procesos, todavía perdería la mitad de los cuellos de botella cambiantes. Esto también se aplica a enfoques científicos más sofisticados que utilizan porcentajes promedio bloqueados y hambrientos como, por ejemplo, Kuo et al 1996 (Kuo, Chih-Tsung, J. -T. Lim y Semyon M. Meerkov. "Cuellos de botella en las líneas de producción en serie: un enfoque teórico del sistema". Problemas matemáticos en ingeniería 2 (1996): 233–276.) En resumen, sidetección de cuello de tortuga usando porcentajes bloqueados y hambrientos ¡No funciona!
Observaciones finales
Como se vio anteriormente, casi todos los métodos utilizados en la industria para encontrar el cuello de botella no funcionan en la realidad. Como Toyota descubrió hace mucho tiempo:
"Never Ever Use Averages for Bottleneck Detection!"
Cualquier método de detección de cuellos de botella que use promedios se volverá loco con los cuellos de botella cambiantes. Dado que la mayoría de las personas en la industria usan métodos con promedios, la mayoría de las personas tendrán una opinión sobre la detección de cuellos de botella, pero en su mayoría están equivocados. Como parte de mi trabajo en la industria en la detección de cuellos de botella, generalmente pregunto a las personas de la planta de antemano dónde creen que está el cuello de botella. Por lo general, las personas están bastante seguras de conocer el cuello de botella (tanto la gerencia como los trabajadores de cuello blanco y azul), pero el análisis detallado demuestra que la mayoría de ellos están equivocados. Entre el 50% y el 75% de las personas escogen el proceso incorrecto como el cuello de botella.
Peor aún, dado que no identifican de manera confiable el cuello de botella, mejoran un proceso que tiene poca o ninguna influencia en la capacidad general del sistema. El tiempo, la energía y el dinero que invierten en mejorar un cuello de botella no producirán ninguna mejora en el sistema general y, en resumen, serán un desperdicio total de esfuerzo.
En mis publicaciones posteriores mostraré diferentes métodos para encontrar el cuello de botella de manera confiable incluso para los sistemas de cambio. Lo mejor de todo es que mi método favorito, la "Caminata del cuello de botella", ni siquiera necesita mediciones de tiempo o cálculos matemáticos, sino que se basa únicamente en observaciones simples y un análisis gráfico fácil.
Otras publicaciones de esta serie sobre cuellos de botella
Detección matemática precisa de cuellos de botella 2: el método del período activo: mi método preferido si tiene muchos datos (por ejemplo, de una simulación)
The Bottleneck Walk - Detección práctica de cuellos de botella Parte 1 - Mi método preferido en el taller
Ver también
Si prefiere una fuente académica para citas, use esto:
Roser, Christoph y Masaru Nakano. "Una comparación cuantitativa de los métodos de detección de cuellos de botella en los sistemas de fabricación con especial consideración para los cuellos de botella cambiantes". En Actas de la Conferencia Internacional sobre los Avances en el Sistema de Gestión de Producción. Tokio, Japón, 2015.
Entradas Relacionadas