

Midiendo el Eficacia general del equipo (OEE) es una cosa, pero antes de medir el OEE debes saber cuándo y dónde realmente necesitas el OEE para mejorar tu industria. Esta publicación describe para qué sirve la OEE y para qué no.
Hay innumerables OEE medidos en la industria. Desafortunadamente, generalmente no se hace mucho con estos, aparte de usarlos para evaluar el rendimiento de la gestión. De hecho, esto suele ser algo bueno ya que la OEE puede ser enormemente engañosa. Pregunta emergente rápida ... ¿Cuál es una mejor OEE: 60% o 90%? Si bien muchos en la industria responderán de inmediato que el 90% es mejor que el 60%, la verdad depende de las circunstancias.
Después de la definición de OEE, cómo OEE se mide, y el Los tres métodos principales sobre cómo evitar tu OEE, ahora veremos para qué sirve la OEE y para qué no. Porque, en algunos casos, un OEE alto puede ser lo peor que puede hacer.
Para qué sirve la OEE ... y para qué no
El OEE mide algo similar a la utilización de una máquina. Cuanto mayor sea el OEE, mayor será la salida de piezas de una máquina . Por lo tanto, según el mantra occidental en la industria que "solo una máquina en funcionamiento es una buena máquina,"Un alto OEE sería bueno, ¿verdad? Sin embargo, la fabricación ajustada tiene una filosofía diferente:
Produce only what is needed, when it is needed and in the amount needed. (Taiichi ohno, Father of the Toyota Production System)
Por lo tanto, Una alta OEE sin la demanda del cliente correspondiente conduciría a una sobreproducción. Y, de todos los desechos en la industria, superproducción Es el peor de todos. La sobreproducción conduce a todo tipo de residuos secundarios, y la manufactura esbelta generalmente es más conocida por su falta de inventario.
Por supuesto, esto no significa que un OEE bajo sea mejor que uno alto. Como se mencionó anteriormente, depende. Pero antes de entrar en detalles sobre cuándo un OEE alto es bueno, me gustaría señalar que medir el OEE solo tiene sentido si desea cambiar el OEE, es decir, tener un alto OEE. Para los procesos donde el OEE no importa, no hay razón para desperdiciar energía en la medición del OEE. Por lo tanto, debe medir la OEE solo donde importa la OEE, y debe medir los detalles de las pérdidas solo si desea recopilar datos para un proyecto de mejora.
Dicho esto, hay dos enfoques en los que una OEE alta es útil: para cuellos de botella y posiblemente para líneas de producción .
Medición de cuellos de botella
El cuello de botella es el proceso que ralentiza todo el sistema.. Por lo tanto, un OEE alto en el cuello de botella se traduce en un alto rendimiento de todo el sistema. Si esto se corresponde con una alta demanda del cliente, entonces es importante medir y posiblemente mejorar la OEE.
Primero, suponga una máquina que NO es el cuello de botella sino antes del cuello de botella: un OEE alto conducirá a un atasco de piezas antes del cuello de botella, por lo que en este caso un OEE alto es malo. Ahora asuma el siguiente sistema con cinco procesos , de los cuales el medio, el proceso C, es el cuello de botella. Si el objetivo es un OEE alto en el proceso A, el resultado probable es un montón de material entre el proceso A y el proceso C.
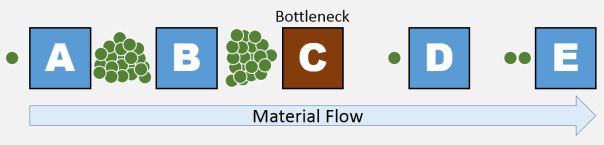
Esto se aplica de manera similar a un OEE alto en un proceso después del cuello de botella. Si desea tener un OEE alto en el proceso D, es probable que no lo obtenga, ya que el proceso E siempre esperará partes del cuello de botella C. Por lo tanto, el proceso E no puede tener un OEE alto debido a que el cuello de botella está en otro lugar . ¡Solo una mejora en el OEE del proceso C trae una mejora del sistema general!
Tenga en cuenta que el ejemplo anterior supone que todos los procesos funcionan con el mismo patrón de cambio. Por supuesto, diferentes patrones de cambio causan cambios en el OEE, pero mientras el proceso C sea el cuello de botella, todos los demás OEE no son relevantes. Tenga en cuenta también que el proceso C no necesariamente tiene el OEE más alto de los procesos, ya que el proceso C puede ser el cuello de botella precisamente debido a muchas pérdidas en disponibilidad, velocidad y calidad. Entonces, para el proceso C, y solo el proceso C, la OEE es de interés.
Medición de líneas de producción
Existe una posible variación en el OEE para el cuello de botella. Es posible medir el OEE para toda la línea. El OEE es el número de partes producidas dividido por el número teóricamente posible de partes que podrían haberse producido. Esta número teóricamente posible de partes se puede determinar a través del tiempo de ciclo más lento del sistema.
Tenga en cuenta: si es necesario, ajuste la cantidad de piezas necesarias para el producto final (es decir, si un automóvil necesita cuatro ruedas pero solo un motor, la producción de las ruedas debe ser cuatro veces más rápida que la producción del motor). También tenga en cuenta que Si bien puede medir el OEE para una línea de producción, es difícil medir los detalles de las pérdidas debido a las interacciones dentro del sistema.. En mi experiencia, generalmente es casi imposible decir con precisión por qué el sistema produjo menos partes de lo teóricamente posible. Por lo tanto, la línea OEE le brinda solo una medición de productividad, pero no una herramienta para mejorar la línea.
En cualquier caso, puede medir el OEE para una línea de producción. En este caso, se aplica lo mismo que para medir la OEE en los procesos: El OEE solo es relevante si la línea es el cuello de botella. Además, en teoría, el OEE de una línea puede ayudarlo a determinar si puede reducir el número de cambios mientras mantiene la salida constante. Sin embargo, si desea reducir el número de turnos, la medición de las piezas producidas por turno es una medición mucho más útil y fácil que el OEE de la línea.
La OPE: Medición de personas

Después de todos los detalles sobre cómo y dónde medir la OEE para los procesos, puede preguntarse: ¿puede hacer esto también para los trabajadores? Puedes tambien medir la OEE para tu gente? La respuesta es una respuesta magra típica: Sí, pero …
En primer lugar, en este caso se le cambia el nombre de OEE a AIRE LIBRE. La OEE fue la Eficacia general del equipo (o Eficiencia) La OPE fue inicialmente el Efectividad general de las personas (o Eficiencia); sin embargo, esto tocó algunos nervios sensibles, ya que indica que los empleadores tratan a las personas de la misma manera que las máquinas, mientras que las personas no son máquinas, sino ... bueno ... personas. Por lo tanto, manteniendo el acrónimo AIRE LIBRE, fue renombrado a En general Proceso Eficacia (o Eficiencia ) o a veces también En general Actuación Eficiencia. Aquí simplemente se supone que el proceso o el rendimiento incluye el trabajo manual.
Ahora, en teoría, puede medir la OPE del mismo modo que puede medir la OEE, mediante observación y toma de notas (probablemente menos a través del monitoreo digital ;-)). Sin embargo, en la práctica, como dije anteriormente, las personas no son máquinas, sino ... bueno ... personas. Y a la gente no le gusta que la midan, especialmente por sus supervisores y en su trabajo. Por lo tanto, comenzar una medición OPE tiene un alto riesgo de comenzar también problemas. Sus trabajadores pueden negarse a cooperar, la gerencia pierde (incluso más) respeto, e incluso si realiza sus mediciones, pueden no tener valor ya que los trabajadores organizaron un espectáculo de perros y ponis para usted. Nunca subestimes lo mucho que un empleado puede hacerte creer lo que quiere que creas.
Por lo tanto, debe medir la OPE solo si hay un alto nivel de confianza y comprensión por parte de los trabajadores. Intenta explicarles por qué tú y ellos necesitan estos datos. Asegúreles que esto no es para averiguar a quién despedir. Convencerlos de que esta no es una forma de exprimirles aún más trabajo. Involucrar a sus sindicatos. Involucre a los trabajadores en el proyecto. Haga que los trabajadores tomen las medidas ellos mismos. Y luego espero que acepten y crean sus motivos, porque de lo contrario sus datos serán basura. Finalmente, cumpla sus promesas y no joda a sus trabajadores después de recibir su OPE, ni pierda todo el respeto y la confianza de sus trabajadores.
En breve, evite medir el OPE a menos que sea absolutamente necesario. Esto también se aplica a la OEE, pero mucho más a la OPE.
Esto concluye mi serie de publicaciones en la OEE. Espero que haya sido útil para usted y lo haya ayudado a evitar problemas y mejorar su industria. ¡Ahora, sal y mejora tu industria!
[post_relacionado id="492"]Vea también mis otras publicaciones en OEE:
Entradas Relacionadas