

 Esta tercera publicación de la serie continúa con el ejemplo de líneas flexibles de mano de obra . Ahora investigaremos diferentes opciones para estas líneas flexibles de mano de obra (también llamadas Shoujinka 少 人 化). Le mostraré los detalles de todas las opciones entre un solo operador y el máximo (razonable) de seis operadores, y por qué, para nuestro ejemplo, no tiene sentido usar cuatro o cinco operadores.
Esta tercera publicación de la serie continúa con el ejemplo de líneas flexibles de mano de obra . Ahora investigaremos diferentes opciones para estas líneas flexibles de mano de obra (también llamadas Shoujinka 少 人 化). Le mostraré los detalles de todas las opciones entre un solo operador y el máximo (razonable) de seis operadores, y por qué, para nuestro ejemplo, no tiene sentido usar cuatro o cinco operadores.
Operador individual
Continuando con nuestro ejemplo, comencemos con un solo operador. Un operador realiza todos los procesos en secuencia, siempre con un tiempo de caminata de 2 segundos en el medio, excepto para regresar a la primera estación, que toma 3 segundos. La tabla de combinación de trabajo estándar podría verse como se muestra a continuación. Todos los pasos están en secuencia, y el trabajador regresa a la primera estación después de 195 segundos. Sin embargo, este sería el tiempo del ciclo. Para el tiempo takt necesitaríamos agregar un poco de búfer para protegernos contra eventos imprevistos. En este ejemplo, agregué 3 segundos de tiempo de espera para un takt total de 199 segundos.

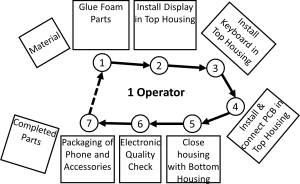 Esto sería un OEE del 97%, que parece alto. Sin embargo, los trabajadores humanos generalmente tienen menos problemas y averías que las máquinas, y los trabajadores humanos pueden ponerse al día y lo hacen si hay un problema. Por lo tanto, con un trabajador podríamos cumplir un takt de cliente de 199 segundos o más lento. Esta es también la salida mínima sensible de la línea. Si necesita menos tiempo, deberá reducir el tiempo de trabajo de la línea. El diseño podría parecerse a la imagen que se muestra aquí. El trabajador individual rodea todas las estaciones antes de regresar a la primera estación.
Esto sería un OEE del 97%, que parece alto. Sin embargo, los trabajadores humanos generalmente tienen menos problemas y averías que las máquinas, y los trabajadores humanos pueden ponerse al día y lo hacen si hay un problema. Por lo tanto, con un trabajador podríamos cumplir un takt de cliente de 199 segundos o más lento. Esta es también la salida mínima sensible de la línea. Si necesita menos tiempo, deberá reducir el tiempo de trabajo de la línea. El diseño podría parecerse a la imagen que se muestra aquí. El trabajador individual rodea todas las estaciones antes de regresar a la primera estación.
Número máximo de operadores
A continuación, veamos el otro extremo con el número máximo de operadores. Tenemos siete estaciones de trabajo, lo que permitiría un máximo de siete trabajadores en el sistema. Sin embargo, el control de calidad del paso 6 es principalmente trabajo de máquina, y un trabajador puede completar el paso 7 mientras el paso 6 está en modo automático. Si bien podría colocar a siete trabajadores en el sistema, habría pocos beneficios, y un sistema con seis trabajadores funciona igualmente bien. Como todos menos el último trabajador no tienen distancia para caminar, la tabla de combinación de trabajo estándar se vería así. Las estaciones 1 a 5 están atendidas por un trabajador cada una, y las estaciones 6 y 7 tienen un solo trabajador para ambas estaciones.
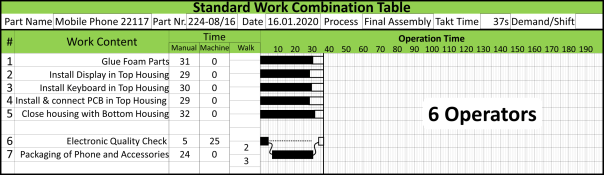
 El trabajador con el mayor contenido de trabajo (para las estaciones 6 y 7) completaría su ronda en 34 segundos. Permitiendo nuevamente un poco de seguridad, llegamos a un tiempo takt de 37 segundos. Por lo tanto, esta línea podría satisfacer una demanda del cliente de 37 segundos o más lenta si hay seis trabajadores en el sistema. Esta también sería la salida máxima que el sistema puede manejar. Si necesita más, necesitará aumentar el tiempo de trabajo en la línea (por ejemplo, turnos adicionales), mejorar el rendimiento o agregar otra línea. El diseño correspondiente podría verse así. Todas las estaciones tienen un trabajador cada una, excepto un trabajador para las estaciones 6 y 7.
El trabajador con el mayor contenido de trabajo (para las estaciones 6 y 7) completaría su ronda en 34 segundos. Permitiendo nuevamente un poco de seguridad, llegamos a un tiempo takt de 37 segundos. Por lo tanto, esta línea podría satisfacer una demanda del cliente de 37 segundos o más lenta si hay seis trabajadores en el sistema. Esta también sería la salida máxima que el sistema puede manejar. Si necesita más, necesitará aumentar el tiempo de trabajo en la línea (por ejemplo, turnos adicionales), mejorar el rendimiento o agregar otra línea. El diseño correspondiente podría verse así. Todas las estaciones tienen un trabajador cada una, excepto un trabajador para las estaciones 6 y 7.
Dos operadores
 También existe la posibilidad de ejecutar la línea con dos operadores. Solo para ilustrar un punto, el primer diseño aquí a la derecha NO es un buen diseño, ya que hay muchas distancias a pie para los trabajadores. El segundo diseño a continuación sería mucho mejor, ya que la distancia recorrida por el trabajador y el tiempo requerido para caminar serían menores.
También existe la posibilidad de ejecutar la línea con dos operadores. Solo para ilustrar un punto, el primer diseño aquí a la derecha NO es un buen diseño, ya que hay muchas distancias a pie para los trabajadores. El segundo diseño a continuación sería mucho mejor, ya que la distancia recorrida por el trabajador y el tiempo requerido para caminar serían menores.
 Una posible tabla de combinación de trabajo estándar podría parecerse a la siguiente. El trabajador 1 maneja las estaciones 1, 2, 6 y 7; mientras que el trabajador 2 maneja las estaciones 3, 4 y 5. El trabajador con el mayor contenido de trabajo, el trabajador 2, terminaría en 99 segundos. Agregando un poco de seguridad, obtenemos una línea takt de 103 segundos. Por lo tanto, esta configuración podría manejar las tareas del cliente de 103 segundos o más lento.
Una posible tabla de combinación de trabajo estándar podría parecerse a la siguiente. El trabajador 1 maneja las estaciones 1, 2, 6 y 7; mientras que el trabajador 2 maneja las estaciones 3, 4 y 5. El trabajador con el mayor contenido de trabajo, el trabajador 2, terminaría en 99 segundos. Agregando un poco de seguridad, obtenemos una línea takt de 103 segundos. Por lo tanto, esta configuración podría manejar las tareas del cliente de 103 segundos o más lento.

Tres operadores
 Finalmente, tenemos la configuración con tres operadores. Aquí también tendríamos múltiples combinaciones posibles. A continuación se muestra el diseño y la tabla de combinación de trabajo estándar. El trabajador con el mayor contenido de trabajo, el trabajador 1 completaría sus tareas en 62 segundos. Agregando un poco de seguridad, esta configuración con tres trabajadores podría satisfacer un takt del cliente de 70 segundos o más lento. Tenga en cuenta que existen otras soluciones factibles.
Finalmente, tenemos la configuración con tres operadores. Aquí también tendríamos múltiples combinaciones posibles. A continuación se muestra el diseño y la tabla de combinación de trabajo estándar. El trabajador con el mayor contenido de trabajo, el trabajador 1 completaría sus tareas en 62 segundos. Agregando un poco de seguridad, esta configuración con tres trabajadores podría satisfacer un takt del cliente de 70 segundos o más lento. Tenga en cuenta que existen otras soluciones factibles.

¿Qué pasa con cuatro y cinco operadores?
Con siete estaciones de trabajo con un máximo de seis operadores, creamos hojas de trabajo estándar para uno, dos, tres y seis operadores. ¿Qué pasa con cuatro y cinco operadores? Bueno, si bien esto es teóricamente posible, no tendría sentido para nuestra línea. Nuestra línea de ejemplo está razonablemente bien equilibrada, y cada tarea tiene aproximadamente 30 segundos (y las tareas 6 y 7 juntas también alrededor de 30 segundos). De ninguna manera cómo se divide, si agrega trabajadores adicionales, simplemente agrega más tiempo de espera. Deja que te enseñe.
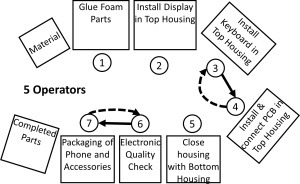 Hagamos un sistema con cinco operadores. Tenemos un operador que cubre las estaciones 3 y 4, como se muestra en el diseño a continuación, además del operador para las estaciones 6 y 7. Todas las demás estaciones (1, 2 y 5) tienen un solo operador. A continuación se muestra la tabla de combinación de trabajo estándar.
Hagamos un sistema con cinco operadores. Tenemos un operador que cubre las estaciones 3 y 4, como se muestra en el diseño a continuación, además del operador para las estaciones 6 y 7. Todas las demás estaciones (1, 2 y 5) tienen un solo operador. A continuación se muestra la tabla de combinación de trabajo estándar.

El resultado sería bastante malo. El operador de las estaciones 3 y 4 ahora tiene el doble de carga de trabajo que todos los demás operadores, y completa sus tareas en 61 segundos. Dado que la línea no puede moverse más rápido de lo que puede hacerlo el operador con la mayor cantidad de contenido de trabajo, nuestra línea tampoco puede moverse más rápido y, lo que incluye cierta seguridad, obtenemos un takt de línea de 67 segundos. ¿Con tres trabajadores tuvimos un takt de 70 segundos, y después de agregar dos trabajadores más, obtenemos una mejora miserable de dos segundos en el tiempo takt? Esto no vale la pena; en lugar de mejorar la producción, simplemente aumentamos el tiempo de espera de los otros trabajadores.
 Un resultado similar habría sucedido con cuatro operadores. El contenido del trabajo en las diferentes estaciones simplemente no se puede distribuir bien, y no se puede hacer una línea bien equilibrada con cuatro o cinco trabajadores. Aquí está el diseño y la tabla de combinación de trabajo estándar para cuatro operadores. Existen otras soluciones, pero no son mejores que esta. El trabajador con el mayor contenido de trabajo (para las estaciones 1 y 2) termina su ronda en 65 segundos. Con un poco de seguridad, obtienes un takt de línea de 68 segundos. Agrega un operador adicional y todo lo que obtiene es una reducción en el tiempo takt de 70 segundos con tres trabajadores a 68 segundos con cuatro trabajadores. Estos dos segundos miserables definitivamente tampoco valen la pena para el trabajador extra, lo que solo causa mucho tiempo de espera en dos de los cuatro trabajadores.
Un resultado similar habría sucedido con cuatro operadores. El contenido del trabajo en las diferentes estaciones simplemente no se puede distribuir bien, y no se puede hacer una línea bien equilibrada con cuatro o cinco trabajadores. Aquí está el diseño y la tabla de combinación de trabajo estándar para cuatro operadores. Existen otras soluciones, pero no son mejores que esta. El trabajador con el mayor contenido de trabajo (para las estaciones 1 y 2) termina su ronda en 65 segundos. Con un poco de seguridad, obtienes un takt de línea de 68 segundos. Agrega un operador adicional y todo lo que obtiene es una reducción en el tiempo takt de 70 segundos con tres trabajadores a 68 segundos con cuatro trabajadores. Estos dos segundos miserables definitivamente tampoco valen la pena para el trabajador extra, lo que solo causa mucho tiempo de espera en dos de los cuatro trabajadores.

Resumen de comparación

El siguiente gráfico muestra los tiempos de takt de línea para diferentes números de operadores. Las barras azules son el tiempo takt real (conectado con líneas negras). La curva roja sería un óptimo teórico si el trabajo en la estación fuera infinitamente divisible sin ningún tiempo de caminata. Esta línea teórica es simplemente el contenido de trabajo de 180 segundos dividido por el número de operadores. A menos que optimice el trabajo real, no tendrá un tiempo takt por debajo de esta línea.
Con cada aumento en el número de trabajadores, hay una disminución correspondiente en el tiempo takt, excepto con cuatro y cinco trabajadores. Para cuatro y cinco trabajadores casi no hay cambios en el tiempo de actividad, por lo tanto, estas dos opciones no serían realmente buenas soluciones. Por lo tanto, para el ejemplo anterior, existen buenas soluciones de líneas de mano de obra flexibles para uno, dos, tres y seis operadores, pero no hay una buena solución para cuatro y cinco operadores.
En mi próximo y último post de esta serie sobre líneas de mano de obra flexible, te doy un breve tutorial sobre líneas de mano de obra flexible para mostrarte explícitamente los pasos básicos. También te daré algunas opciones alternativas más fáciles pero no tan eficientes como la brigada de cubetas o la persecución de conejos. Ahora, salga, flexibilice sus líneas ajustando el número de operadores, y Organiza tu industria!
Entradas Relacionadas