

 El tiempo de entrega de un sistema está fuertemente influenciado tanto por la utilización como por la variación. Hay aproximaciones disponibles para estimar esta relación, y una de ellas es la fórmula de kingman . En esta publicación, me gustaría presentarles esta ecuación y describir su comprensión fundamental. Afortunadamente, realmente no necesitas la fórmula para tu dosis diaria de grasa. La ecuación en sí tiene poco uso práctico. Sin embargo, esta relación es importante para comprender el comportamiento de su sistema de producción. Si bien no utilizará la fórmula de Kingman para evaluar su sistema de producción, comprender la ecuación lo ayudará a ajustar su sistema en la dirección correcta.
El tiempo de entrega de un sistema está fuertemente influenciado tanto por la utilización como por la variación. Hay aproximaciones disponibles para estimar esta relación, y una de ellas es la fórmula de kingman . En esta publicación, me gustaría presentarles esta ecuación y describir su comprensión fundamental. Afortunadamente, realmente no necesitas la fórmula para tu dosis diaria de grasa. La ecuación en sí tiene poco uso práctico. Sin embargo, esta relación es importante para comprender el comportamiento de su sistema de producción. Si bien no utilizará la fórmula de Kingman para evaluar su sistema de producción, comprender la ecuación lo ayudará a ajustar su sistema en la dirección correcta.
Tiempo de espera
 El tiempo de entrega es el tiempo que le toma a una sola parte pasar por todo el proceso o sistema. Esta es una medida importante de la velocidad a la que el sistema puede reaccionar a los cambios. Si introduce nuevos productos o cambios de productos, el tiempo de entrega es (en promedio) el tiempo hasta que estos cambios salgan al otro lado. Si su cliente solicita un producto personalizado a medida, este es el tiempo (promedio) que tiene que esperar.
El tiempo de entrega es el tiempo que le toma a una sola parte pasar por todo el proceso o sistema. Esta es una medida importante de la velocidad a la que el sistema puede reaccionar a los cambios. Si introduce nuevos productos o cambios de productos, el tiempo de entrega es (en promedio) el tiempo hasta que estos cambios salgan al otro lado. Si su cliente solicita un producto personalizado a medida, este es el tiempo (promedio) que tiene que esperar.
Por lo tanto, un sistema de producción ajustada tiene como objetivo reducir el tiempo de entrega . Es fácil determinar el tiempo de entrega de un sistema existente. Simplemente usas la Ley de Little. Hay tres variables, a menudo etiquetadas de la siguiente manera:
La ley de little es la relación simple que se muestra a continuación:

Si bien la ley de little le informa el tiempo de entrega, no le dice mucho sobre cómo influir en ella. Obviamente, la palanca principal es reducir su inventario (si está activo en la fabricación ajustada, es posible que haya encontrado esta idea 😉). Sin embargo, en la mayoría de los casos, este inventario está allí por una razón, principalmente para amortiguar las fluctuaciones (pero también otros, vea mi publicación ¿Por qué tenemos inventario?).
La ecuación de Kingman
La ecuación de Kingman (también conocida como Fórmula Kingman o Aproximación de Kingman) le ofrece una aproximación del tiempo de espera de las partes para un solo proceso en función de su utilización y variación. Fue desarrollado por el matemático británico Sir John Kingman en 1961. Como se muestra en la imagen, las partes llegan al azar, con un tiempo medio μuna entre llegadas y una desviación estándar σuna. Las partes luego esperan en la cola hasta que se procesan (es decir, reciben servicio). El tiempo de servicio tiene una duración promedio de μs y una desviación estándar de σs. La ecuación determina una estimación del tiempo de espera (excluyendo la parte en el proceso).

La ecuación incluye las siguientes variables, comúnmente escritas como:
 = left ( frac {p} {1-p} right) cdot left ( frac {C_ {a} ^ {2} + C_ {s} ^ {2}} {2 } right) cdot mu_ {s}}")
Tenga en cuenta que la ecuación de Kingman requiere tiempos de llegada y servicio distribuidos independientemente (que generalmente es válido para la mayoría de los sistemas de fabricación), y es válido solo para usos superiores (que a menudo también es cierto en la fabricación). Tenga en cuenta que esto también es solo una aproximación, no una fórmula precisa. Y finalmente, es solo para una sola llegada con un solo proceso, lo cual es bastante raro en la práctica.
Un ejemplo
Veamos un ejemplo. Tenemos un proceso de llegada con un promedio de 10 minutos entre partes y una desviación estándar de 8 minutos. Nuestro servicio necesita, en promedio, 8 minutos por pieza, con una desviación estándar de 7 minutos. Tenemos una utilización del 8/10 o el 80%. O coeficientes de variaciones son: cuna = 8/10 = 0.8 ycs = 7/8 = 0.875. Por lo tanto, la ecuación es la siguiente, dando un tiempo de espera esperado de 22.49 minutos:
 = left ( frac {0.8} {1-0.8} right) cdot left ( frac {0.8 ^ {2} + 0.875 ^ {2}} {2} right) cdot 8 = 22,49 minutos}")
De nuevo, esto es solo una aproximación. Los resultados dependen en gran medida del tipo de distribución. Usando la simulación para la verificación, los tiempos de espera reales fueron de 20.8 minutos para las distribuciones Lognormal, 21.19 minutos para las distribuciones de Weibull y 18.16 minutos para la distribución de Pearson Tipo V. Especialmente, el Pearson Type V tuvo un error mayor, presumiblemente porque esta distribución es de cola pesada en comparación con las otras.
Interpretando la Fórmula
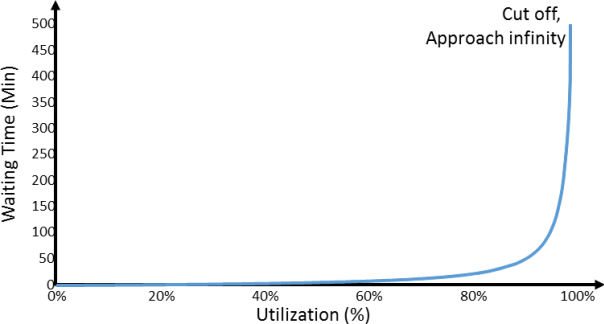
Esta ecuación (o más precisamente, esto aproximación) nos muestra los dos factores que influyen en el tiempo de espera y la duración de la cola. Un factor importante es la utilización. Cuanto mayor sea su utilización, más larga será su cola. Finalmente, su cola se acercará al infinito a medida que su utilización se acerque al 100%. Este sería el primer paréntesis de la ecuación anterior. El siguiente gráfico muestra el tiempo de espera para diferentes usos para el ejemplo anterior. Cuanto más se acerque al 100% de utilización, más se acercará a una longitud de cola infinita.
El segundo factor es la variación. Cuanto mayor sea tu variación, más larga será tu cola. Esto estaría representado por el corchete derecho en la ecuación anterior. La imagen a continuación muestra esta relación nuevamente para nuestro ejemplo anterior. La desviación estándar varió del 0% de la media al 300% de la media. Puede ver claramente cómo aumenta el tiempo de espera.

Finalmente, estas dos partes no se agregan sino que se multiplican entre sí. Por lo tanto, aunque un valor alto en cada uno no es bueno, una combinación de los mismos es aún peor. Esto se visualiza en el cuadro a continuación.

¿Qué significa esto?
Esto significa, sobre todo, dos cosas si desea tener un tiempo de espera razonable o una longitud de cola:
Cálculos alternativos
La fórmula de Kingman es la versión más conocida para estimar el tiempo de espera, pero no es la única. En la década de 1960, muchos investigadores desarrollaron fórmulas, algunas de las cuales eran más precisas pero un poco más engorrosas de manejar. (Para las fuentes, ver más abajo). W. G. Marchal publicó la siguiente fórmula en 1976:
 = left ( frac {p ^ 2 cdot left (1 + C_ {s} ^ {2} right)} {1 + p ^ 2 C_ {s} ^ {2}} derecha) cdot left ( frac {C_ {a} ^ {2} + p ^ 2 C_ {s} ^ {2}} {2 cdot left (1-p right)} right) cdot mu_ {s}}")
Casi simultáneamente, Kramer y Langenbach-Belz publicaron la siguiente fórmula también en 1976:
 = left ( frac {p ^ 2 cdot left (C_ {a} ^ {2} + C_ {s} ^ {2} right) e ^ g} {2 left (1 -p right)} right) cdot mu_ {s}}")
dónde
 left (1-C_ {a} ^ {2} right) ^ 2} {3p left (C_ {a} ^ {2} + C_ {s} ^ {2} right)}}")
Ambas fórmulas son (según se informa) un poco más precisas, pero tampoco tan agradables para mostrar los efectos de la variación para nuestro propósito.
Por supuesto, si tanto su llegada como sus distribuciones de servicios están distribuidas exponencialmente (conocidas como colas M / M / 1 en la teoría de colas), entonces la siguiente ecuación es un cálculo preciso. Desafortunadamente, no puedes hacer esta suposición en el mundo real.
 = frac {p ^ 2} {1-p} cdot mu_ {s}}")
De todos modos, esto es todo lo matemático para hoy. Nuevamente, la fórmula es de poco uso práctico, ya que es solo para una sola llegada y un solo proceso con una cola infinita, pero la relación que muestra es importante. La fórmula también se puede utilizar para llegadas individuales y procesos únicos para lotes de piezas u órdenes de trabajo. En resumen, si puede, manténgase alejado de las altas utilidades y de la alta variabilidad. Ahora, ¡salga, encuentre sus compensaciones para controlar su tiempo de entrega y organice su industria!
Fuentes:
sistema GI / G / 1, Congressbook, 8th Int. Teletraffic Congress, Melbourne, 1976, pp. 235.1-235.8.
Entradas Relacionadas