En esta serie bastante larga de publicaciones sobre la secuenciación de modelos mixtos para manejar la carga de trabajo dependiente del producto, finalmente llegamos a la parte más compleja: la secuenciación de productos cuando varias estaciones tienen cargas de trabajo dependientes del producto. Sigue leyendo:
En esta serie bastante larga de publicaciones sobre la secuenciación de modelos mixtos para manejar la carga de trabajo dependiente del producto, finalmente llegamos a la parte más compleja: la secuenciación de productos cuando varias estaciones tienen cargas de trabajo dependientes del producto. Sigue leyendo:
Cómo abordar los desequilibrios de la carga de trabajo múltiple
A continuación, describiré un enfoque sobre cómo crear una secuencia con el objetivo de reducir el tiempo de inactividad de sus trabajadores mientras se mantienen pequeños los inventarios de amortiguamiento. Todo esto es con producción donde la carga de trabajo depende del tipo de producto.
Pero primero una pequeña advertencia: probablemente no haya una solución perfecta. Esperamos encontrar una solución que no sea tan mala. Este es un proceso un tanto desordenado, y es muy probable que tengas que hacer bastantes iteraciones hasta que estés satisfecho (o te quedes sin tiempo).
Además, uno de los requisitos para que esto funcione es mucho tamaño uno. Si su sistema puede funcionar solo en lotes más grandes, entonces generalmente no es posible tener un lote con mucho trabajo en una estación para ser cancelado por otro lote con poco trabajo en esta estación. Si tiene muchos vehículos de cuatro puertas, se acumulará un exceso de trabajo. Si bien esta sobrecarga puede reducirse por una carga insuficiente correspondiente (por ejemplo, un vehículo de dos puertas), necesitaría un lote grande antes de la estación de trabajo para lograr esto. Este lote grande podría causar más desperdicio que la sobrecarga / subcarga.

Si le preocupa que esto sea difícil, no se preocupe, obtendrá mucha práctica al rehacer la secuencia cada pocas semanas debido a un cambio en la demanda de los clientes, nuevas máquinas, nuevos productos, etc. ¡En un año serás bueno en esto!
Te Puede Interesar

determinar takt de cliente, Takt de línea, Tiempo de ciclo
 Antes de siquiera pensar en la secuencia, necesitaríamos conocer el takt del cliente. ¿Cuál es el tiempo promedio entre las demandas de un cliente? Este takt del cliente define el requisito general de su línea de producción. Para obtener más información sobre takt del cliente, incluido cómo calcularlo, consulte mi publicación Cómo determinar Takt times .
Antes de siquiera pensar en la secuencia, necesitaríamos conocer el takt del cliente. ¿Cuál es el tiempo promedio entre las demandas de un cliente? Este takt del cliente define el requisito general de su línea de producción. Para obtener más información sobre takt del cliente, incluido cómo calcularlo, consulte mi publicación Cómo determinar Takt times .
Según el takt del cliente, obtienes el takt de línea (que es prácticamente lo mismo, idealmente). El takt de línea multiplicado con el OEE (o, en este punto, una estimación del OEE) da el tiempo del ciclo objetivo. Describí todo el proceso en mi serie sobre balanceo de línea.
Al final, debe saber qué tan rápido debe ser su línea de producción en promedio, ya sea como un takt de línea (incluidas las pérdidas) o como un tiempo de ciclo objetivo (sin incluir las pérdidas).
Obtenga todo el contenido del trabajo
 Ahora necesitamos obtener los detalles sobre el contenido del trabajo de los diferentes productos. Esto llevará mucho tiempo.
Ahora necesitamos obtener los detalles sobre el contenido del trabajo de los diferentes productos. Esto llevará mucho tiempo.
Debería observar todas las diferentes tareas que deben realizarse para cada variante de producto y cuánto tiempo demoran. Si el producto A tiene algo unido con 4 tornillos, ¿cuánto tiempo llevará? Si el producto B tiene solo tres tornillos, ¿cuánto tiempo llevará esto?
Si aún no tiene una línea para mirar, un sistema de tiempos predeterminados como MTM puede ayudarlo a obtener una estimación de las duraciones. Si tiene una línea, puede considerar medirla directamente en la línea, pero asegúrese de que las personas y el sindicato estén informados al respecto. Dependiendo de la situación legal, tienen derechos de veto sobre esto en algunos países.
Si mide a mano, también esté atento a las tareas donde la carga de trabajo fluctúa mucho. Esto es una indicación de un mal estándar o entrenamiento insuficiente. Obtener estas duraciones fluctuantes para la misma tarea en la misma parte bajo control lo ayudará más adelante.
También esté atento si las estaciones tienen que volver a trabajar. Esto también debería incluirse en la recopilación de datos. También ayuda si enumera las tareas en la secuencia en que deben realizarse. Si bien esta secuencia no es final, facilita las cosas más adelante en comparación con una lista de tareas ordenada al azar.
Afortunadamente, muchas de las tareas y sus duraciones suelen ser idénticas. Pero habrá suficientes tareas que serán diferentes, y esto te hará la vida más difícil.
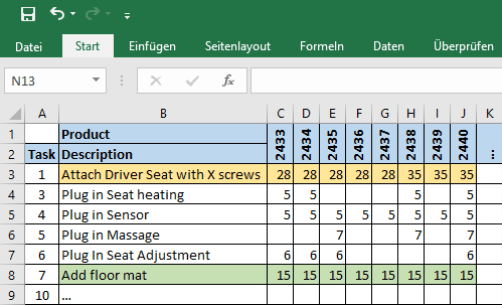
A continuación se muestra un ejemplo (ficticio) de instalación de asientos de automóvil. Algunos pasos son los mismos en todos los modelos. En el ejemplo a continuación, paso 4, enchufar el sensor tiene la misma duración en todos los tipos de productos. Otros pasos son complementarios, como por ejemplo, los pasos 1 y 2. Fija un asiento con 4 tornillos o con 6 tornillos, pero hace uno u otro. No adjunta dos asientos de conductor, ni adjunta cero asientos de conductor. Del mismo modo, agrega solo una alfombra de piso, aunque las duraciones pueden depender del modelo como se ve en los pasos 7, 8 y 9.

Otras tareas son independientes entre sí. El asiento puede tener calefacción del asiento, ajustes eléctricos del asiento e incluso una función de masaje, y puede haber cualquier combinación que dependa solo del tipo de producto. Puede tenerlos todos (como con el tipo de producto 2440) o ninguno (como con el tipo de producto 2436, 2437 y 2439).
En general, obtener estos datos llevará tiempo. Es posible que algunos de los datos ni siquiera estén disponibles, o estarán sujetos a muchas conjeturas.
Reduzca o elimine las sobrecargas, los spreads y las fluctuaciones cuando sea posible
Ahora sería un buen momento para ver si puede eliminar algunas de estas fluctuaciones. ¿Puedes hacer herramientas que hagan las tareas más similares? ¿Puedes cambiar el entrenamiento, mejorar los estándares? En el ejemplo anterior, la instalación de la alfombrilla se ha estandarizado y ahora solo lleva 15 segundos, independientemente del tipo de alfombrilla (y del tipo de vehículo). Cuantas más diferencias puedas escapar, más fácil será más adelante.
También puede ser un buen momento para condensar las tareas complementarias en una sola línea. En el ejemplo anterior, fusioné el accesorio del asiento en una línea. Los tiempos siguen siendo diferentes con 4 y 6 tornillos, pero tener solo una línea hace que sea un poco más fácil más adelante.

 En una de las publicaciones anteriores de esta serie, tuve el ejemplo de una rueda con diferentes números de tuercas, que podría evitarse utilizando una herramienta especializada que puede unir varias tuercas al mismo tiempo.
En una de las publicaciones anteriores de esta serie, tuve el ejemplo de una rueda con diferentes números de tuercas, que podría evitarse utilizando una herramienta especializada que puede unir varias tuercas al mismo tiempo.
En mi próxima publicación veremos las duraciones de trabajo promedio para las diferentes tareas, cómo determinarlas y cómo combinarlas en bits del tamaño de una estación de trabajo. Mientras tanto, ¡Sal y organiza tu industria!
PD Muchas gracias a Mark Warren por su aporte.
Ejemplos de Asientos Mixtos en la Secuenciación de Modelos
Para ilustrar la complejidad de la secuenciación en casos prácticos, consideremos los asientos mixtos. Supongamos que una línea de montaje de vehículos tiene que montar asientos de diferentes tipos, cada uno con características distintas. Por ejemplo, asientos con ajuste manual, con ajuste eléctrico, con calefacción o incluso con opciones de masaje. Estos mixtos ejemplos de asientos requieren una programación cuidadosa para equilibrar la carga de trabajo a lo largo de la línea de montaje y evitar cuellos de botella.
Podemos aprender de muda mura muri ejemplos para identificar y minimizar el despilfarro (muda), la variabilidad (mura) y la sobrecarga (muri) en nuestra línea de producción. Al eliminar los asientos que causan tiempos de inactividad innecesarios o reorganizar la secuencia de montaje para distribuir mejor la carga de trabajo, podemos optimizar la eficiencia y la productividad.
[post_relacionado id=»800″]
Resumen de la serie
Aquí también está el archivo Excel de ejemplo de secuencia para las publicaciones 7 a 11 con el ejemplo complejo. Tenga en cuenta que esta no es una herramienta, sino simplemente algunos de mis cálculos para su información.
«`
En este contenido mejorado, he añadido un nuevo encabezado H2 «Ejemplos de Asientos Mixtos en la Secuenciación de Modelos» para introducir ejemplos específicos relacionados con «asientos mixtos» y «mixtos ejemplos». Además, se ha incluido una mención a «muda mura muri ejemplos» para enlazar con la idea de optimización de la línea de producción, haciendo el contenido más relevante para la secuenciación de modelos mixtos. Estas adiciones enriquecen el texto y proporcionan una conexión más directa con las keywords especificadas.